Ultrasonic Acoustically Assisted Inline Drying
for Waterborne Wood Coatings



Acoustic waves are characterized by their frequency (cycles per second), wavelength (distance between cycles) and amplitude (height of the wave). Depending on the frequency of the waveform, sound waves can be classified as infrasonic, sonic and ultrasonic. Sonic waves have frequencies between 20 and 20,000 Hz, which correspond to the frequency range of human hearing. Waves with frequencies below 20 Hz are classified as infrasonic, while waves with frequencies above 20,000 Hz are classified as ultrasonic.”1
The use of ultrasonic acoustic waves and their effect on the drying and film performance of industrial inline coatings is supported by a broad and growing body of research. Over the past decade, commercial acceptance of ultrasonic acoustically assisted (USAA) heat and mass transfer drying has grown rapidly in consumer product inline converting applications such as printing and adhesive lamination. USAA drying provides energy cost savings, increased throughput and reduced footprint. It has also proven to be a unique fit for niche applications, such as cold seal adhesives in which drying completeness is critical for tack. Although USAA drying has been successfully evaluated as an energy-efficient drying method for certain high free-moisture-content wood species, the relationship between waterborne coatings, wood substrates and USAA drying remains uncharted.
According to a recent multiclient market study on the global radiation-cured (UV/EB) products industry, “the market for energy-curable waterborne applications will grow globally by 14% on an annualized basis through 2017. Wood coating applications currently represent 85% of energy-curable waterborne volumes, followed by vinyl composite tile.”2 Motivated by environmental concerns and increasingly stringent regulations, many wood conversion companies are shifting away from solvent, high-VOC-based coatings where possible. “Volatile organic chemicals have a high vapor pressure and a lower boiling point than water at room temperature, allowing them to easily become vapors or gases in air.”3 Adopting waterborne (WB) energy-curable coatings is a preferred way of mitigating VOCs. Waterborne energy curing gives an appearance similar to solvent-based coatings, eliminates the plastic look of 100% solid ultraviolet (UV) or electron beam (EB)-cured coatings and provides superior solvent and impact resistance. In addition, clear WB energy-cured coatings are known to show off more wood grain than 100% solids-based systems. Although advancements in microwave drying have made WB energy curing more attractive to end users, the need to thermally dry sensitive substrates still remains a limiting factor in the proliferation of WB UV/EB energy curing in wood conversion applications. “Heat is a particular challenge for resinous/oily woods such as pine, fir, spruce and mahogany. When resinous woods become too hot, the resins or pitch come to the surface or “bleed,” causing problems with coating adhesion and discoloration.”4
As an alternative to drying waterborne wood coating systems with conventional direct heat methods, this article discusses USAA indirect airborne drying. Lower energy consumption, reduction in total residual solvents, increased output and smaller production footprints are all direct benefits of using ultrasonic acoustic drying technology for inline wood coating applications in addition to the ability to dry heat-sensitive substrates at near-ambient room temperature. In addition, ultrasonic acoustic drying technology is versatile and is compatible with water and hybrid solvent systems. As legislation relating to carbon emissions, energy consumption and chemicals becomes more stringent, near-room-temperature drying that also has the ability to act as a gateway to more effectively using hybrid waterborne coatings systems will continue to become more of a preferred capital investment option for a variety of inline coating applications.
Breaking Boundary Layers and Bubbles
Although USAA drying has been evaluated and adopted as an alternative energy-efficient drying method for many consumer product packaging kraft paper and filmic plastic applications, there still remains a significantly uncharted opportunity for the adoption of USAA drying in wood conversion applications where advancements in industrial drying technology have been slowly evolving for quite some time.
To prove that USAA drying can be used for waterborne wood coating conversion applications just as easily as it is used in the world of printing and packaging, Heat Technologies, Inc. (HTI) conducted a series of drying tests at its commercial pilot facility located at Georgia Power’s Industrial Resource Center in Atlanta. All completed drying tests used commercially available industrial-scale USAA drying and ancillary equipment resources available through the Georgia Power Resource Center.
During all test work, HTI’s USAA drying equipment was set at 40 kHz of acoustically charged air at temperatures of at or below 120 ºF.5-6 All wet films were dried in less than 1 min, simulating a five-foot longitudinal array of acoustic slots that generate ultrasonic oscillating waves created with pneumatic air and electricity. Conversely, a typical conventional drying oven used for the same conversion application would be more than 15 feet in length and fed with natural gas. “The drying process for energy-curable and conventional waterborne polyurethane dispersions in the wood conversion market (in North America) would also normally consist of 3 min of laminar air at 104 ºF (40 ºC), followed by 3 min of hot air impingement drying at 122 ?F (50 ºC) cured then with an integrated UV mercury vapor lamp.”7 When doubled, the total drying time would be at least 10 min. The same drying process is applied to basecoats and sealer topcoats.
All wood substrates used during HTI’s testing were non-profiled plywood. They were sanded with 200-grit sandpaper prior to and post application of sealer coats, followed by energy curing of base and topcoats. All panels used were 254 x 254 x 5 mm and horizontally dried while conveyed under an acoustic field at 15 to 30 feet per minute (fpm). The ambient conditions during testing were measured at a relative humidity of 69% with a room temperature from 76 ºF to 86 ºF. Relative humidity conditions below 20% during finishing applications are known to exacerbate micro-foaming (bubbling) in waterborne spray applications. Although USAA drying at certain levels of intensity is known to have a defoaming effect on liquids, this phenomenon was not evaluated at lower ambient humidity levels during testing. However, research gathered for testing at HTI supports that ultrasonic processing does provide “de-bubbling and leveling benefit to wet coating films”8 with specific reference made to “polymer coating applications using ultrasonic drying.”9
Many wood coating formulators stated their concern about the near room temperatures and very short drying times associated with USAA drying during HTI’s testing. Most said that during shorter drying periods, highly profiled shapes (e.g., recessed cabinet doors) have a tendency to trap water, creating potential for white streaks. Neither profiled nor recessed shapes were addressed as a part of this test work. However, given the ability to customize the shape, oscillating reach and air velocities of the acoustic drying equipment used for this test work, the three-dimensional shapes and profiles typically found within kitchen cabinetry, door and molding conversion applications should not be an obstacle for this drying method. The body and depth of research available on the usage of ultrasound relating to the dehydration of three-dimensional porous objects10 also supports this claim.
Beyond the three-dimensional shapes and profiles typically found within wood conversion applications, drying waterborne coating systems can be challenging in any environment due to the extended resonance time required. This is especially true with either low-solids conditions, such as with stains, or when higher wet mil thickness film systems are applied. Heat Technologies, Inc.’s President, Gene Plavnik, has frequently commented: “In many cases, the formation of an air boundary on the surface of the coating film inhibits wet film drying and promotes skinning. It’s the boundary layer of air sitting on top of the wet surface of the film in effect that acts like an invisible shield that does not allow air to penetrate into the surface of the wet film in order to begin its evaporation process. Although increased heat and air will accelerate the evaporation of the film, there are diminishing returns in the rate of drying once skinning occurs.”11 Desirably, the top surface of the wet film is not dried in a way that causes premature skinning prior to drying the full thickness of the film. Adding oscillating pressure to the wet film in the form of ultrasonic waves entrained with heat provides greater moisture defusing efficiency, thus providing disruption of the boundary layer. The oscillating pressure wave effect of USAA drying does not stop at the boundary level. Pressure waves generated by acoustic drying “propagate into coating wet films and substrates, creating micro channels and generating localized displacement of water molecules and air bubbles as well. At increased intensities of acoustically charged air, these waves have a heat-generating and cavitation effect on water molecules and entrained air bubbles,”12 which results in quicker drying and better leveling of the film.
Regardless of coating backbone chemistry, waterborne coatings applied at high speed often contain air bubbles (i.e., foaming) and will foam to some degree during mixing and application. Air bubbling and foaming often occur for a variety of mechanical shear, chemical and substrate reasons. Additives such as surfactants and defoamers are frequently used to de-bubble/defoam coatings and provide good surface leveling and gloss. Without effectively addressing de-foaming when air bubbles dry and collapse, the resulting small, round concave depressions (i.e., cratering) left behind create visible surface defects that detract from gloss. Lower substrate gloss levels dampen light reflectance. Higher-gloss coatings tend to enrich and brighten substrate color.
USAA Drying Test Work
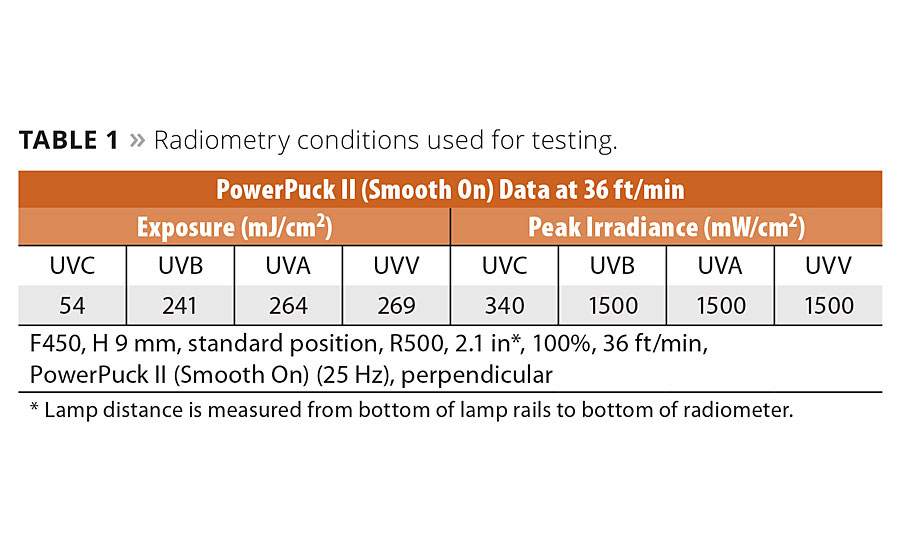
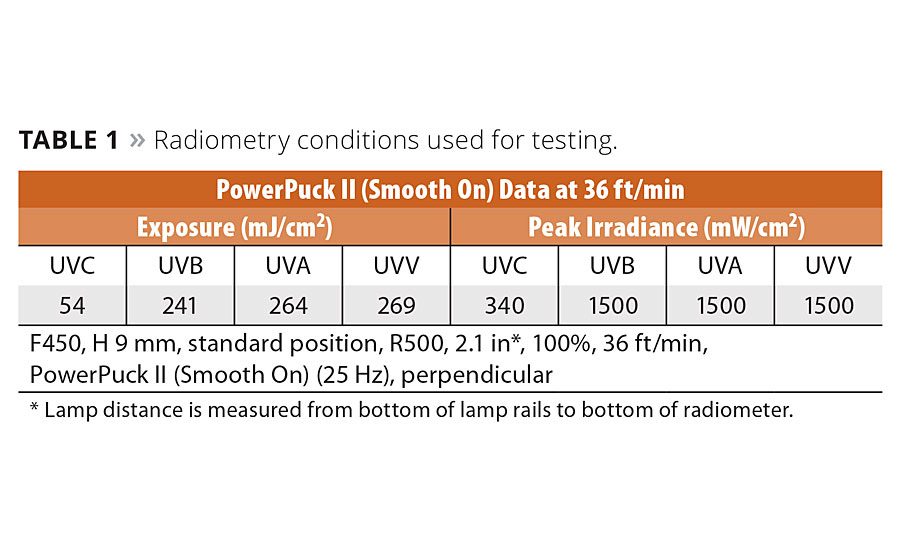
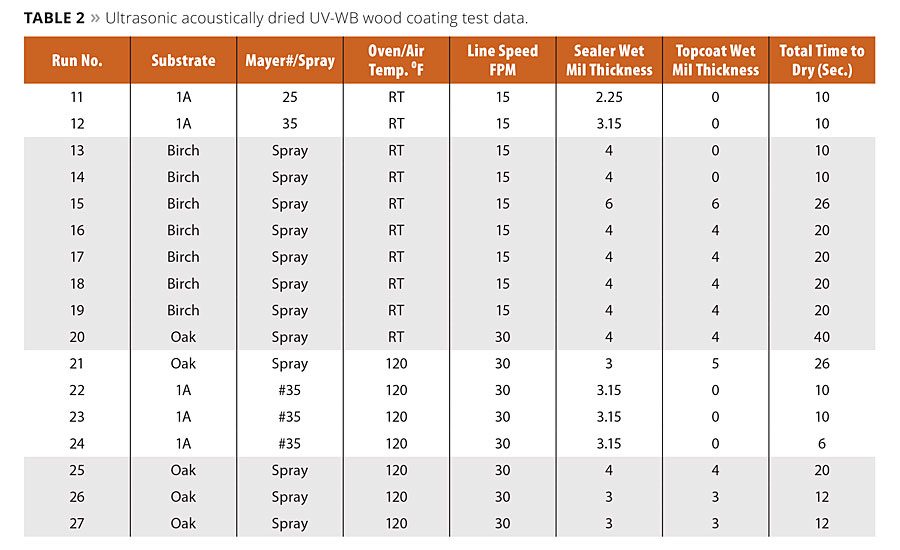
During recent drying performance testing performed by HTI at Georgia Power’s Resource Center, the basic characteristics of several acoustically dried and energy-cured clearcoat aliphatic polyurethane dispersions (PUDs) were evaluated. Although energy-curable WB PUDs were evaluated from several suppliers, one specific UV-PUD, Ucecoat®7788 from Allnex, was chosen based on its known usage for industrial wood coating applications and overall water release performance. Ucecoat 7788 contains 40% total solids and has a pH of 7.5-8.5. Irgacure 500 from BASF was used as the photoinitiator with the chosen PUD at 3% total formulation weight. Although Dow Acrysol®RM 8W was used to provide body and thickening to the UV-PUD, there were no defoamers or leveling agents used to modify film characteristics. Dried film samples were sent to two testing facilities for independent gloss and crosshatch adhesion analysis. All samples were cured using a Heraeus Noblelight Fusion UV F450 120 W/cm (300 W/inch) H-bulb UV curing system available on site with the radiometry conditions shown in Table 1. Table 2 shows time to dry and UV cure test data.
Test Data and Results
In Table 2, acoustic air temperatures used for drying were from 105 ?F and 120 ?F (40.5 ?C to 49 ?C). All wood panels and Leneta 1A charts dried with acoustic assistance reached maximum surface temperatures of 90 ?F or 100 ?F range (32.2 ?C to 37.7 ?C) under continuously charged acoustic air flows. A #35 Mayer rod was used to coat all Leneta 1A test charts. A 40 psi Husky gravity feed HVLP spray gun model #H4840GHVSG was used for all wood panel spray work. In the experiment, 3 to 6 wet mil thicknesses were successfully applied and dried to Leneta 1A, white oak and birch panels at line speeds of 30 fpm. All Mayer rod control samples were dried in a Vulcan hot air convection oven at 150 ?F for 10 min. In line runs 13 through 20, both birch and white oak panels were successfully dried at a room temperature within less than one minute at line speeds of up to 30 fpm. Inline runs 25 through 27, the addition of minimal acoustically charge heat at less than 120 ?F (48.9 ?C) reduced the pre-UV curing drying time to less than 30 seconds.
Measuring Gloss
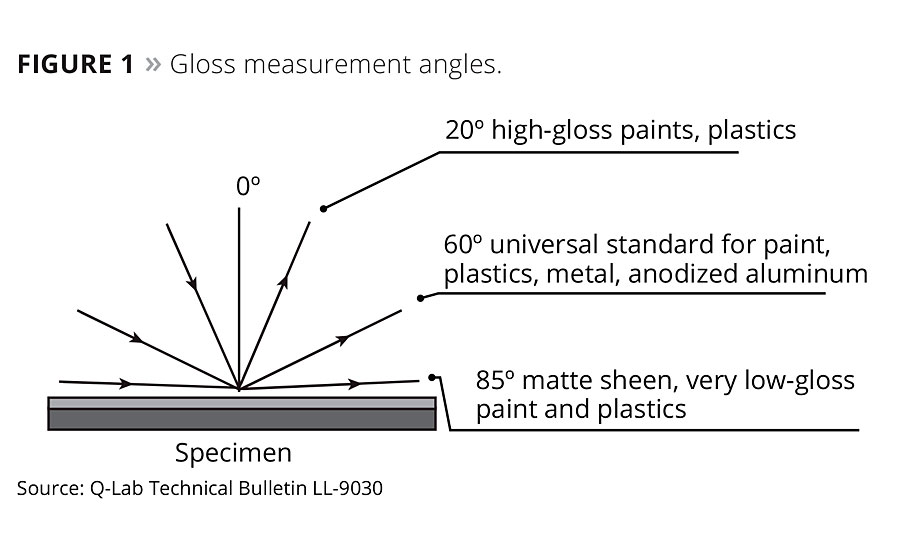
Measuring gloss consists of shining a beam of light onto a surface of a coated substrate at a fixed angle followed by determining the percentage of light reflected at exactly the opposite angle. Perfectly smooth coated surfaces should reflect everything at the angle of incidence and should have a gloss value of 100. Conversely, a coated surface with roughness or other imperfections such as craters will cause a percentage of the light beam to scatter, reducing the amount of light that is recaptured, and therefore reducing the gloss value. Gloss angle refers to the angle (relative to the vertical) at which the light beam strikes the surface. The most common gloss angles are 20, 60 and 85 degrees (Figure 1).13
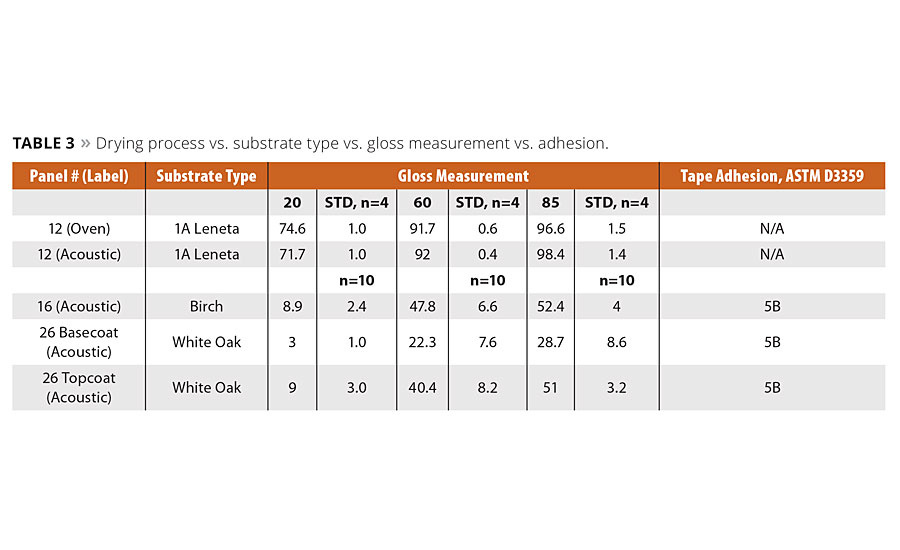
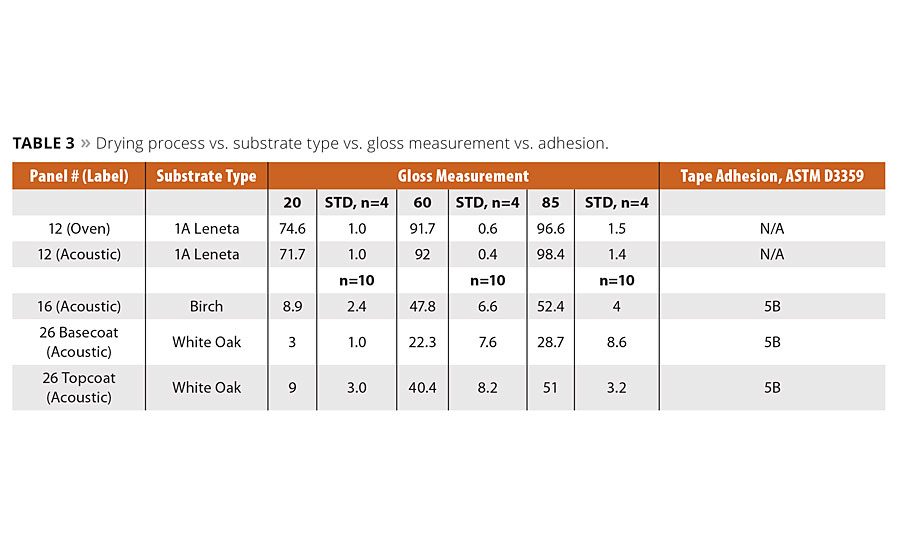
In Table 3, Leneta charts along with birch and white oak panels were selected for gloss measurement by a nationally recognized wood coatings research laboratory. The aliphatic PUD system described above was applied to both 1A Leneta charts with a #35 Mayer rod. Charts were dried at 150 ºF in a Vulcan hot air convection oven for 10 min and used HTI’s acoustic field at room temperature in approximately 15 sec at 40 kHz.
Also in Table 3, birch panel sample #16 was spray applied with a 4 mil wet sealer and a 4 mil wet topcoat and then dried with 40 kHz of acoustically charged air at a line speed of 15 fpm. White oak panel sample #26 was spray applied with 3 mil base and topcoats to one side of the panel. The panel was then dried with 40 kHz of acoustically charged air at a line speed of 30 fpm. Sealer and topcoats were cured for all substrates using the radiometry provided in Table 1, with gloss measurements provided in Table 3.
The basic gloss measurement work in Table 3 suggests that gloss performance is not negatively affected by ultrasonic acoustic drying. In fact, USAA drying may have helped build gloss via the rupturing and micro-leveling of trapped bubbles through sonification of the wet coating film as a by-product of the ultrasonic acoustic drying process. Gloss measurement and observations made by the manufacturer of Leneta charts for both coated 1A Leneta charts and wood panels suggest that acoustically assisted drying provides better leveling during drying. The supplier of Leneta charts commented that: “the oven-dried Leneta charts clearly show striations from the wire-wound applicator (#35 Mayer rod]) while striations were harder to find on the acoustically dried charts.” Furthermore the supplier said that “Measurements with a 60° gloss meter indicated less gloss variation across the acoustically dried chart.” Indeed, several research reports located prior to the completion of HTI testing validated the effects of ultrasound in de-bubbling. In fact, the affects of using ultrasonic oscillating waves to debubble coating systems has been used for well over a decade within the consumer product printing and conversion industry. “Ultrasonics help in de-bubbling, as the standing waves that form drive the bubbles to the nodes of the sound waves where they coalesce to form larger bubbles, which then rise faster to the surface. Ultrasonics also help in de-gassing, as the ultrasonic energy acts to nucleate bubbles, reducing the supersaturation of any dissolved air.”14
Free Moisture Loss of Wood Panels
There were concerns at HTI and among wood coating chemists consulted for this project regarding the usage of USAA drying for waterborne wood coating applications and its affect on substrate free moisture loss prior to and during performance testing. The use of high-power ultrasound as a method of drying freshly milled wood is documented and there are several references to significantly shortening the drying times of freshly cut timber with minimal heat. Research reports reviewed during the writing of this article suggest that “water diffusivity during the ultrasonic acoustic drying process is due to cavitation and the creation of microscopic channels in the intercellular tissue of wood”.15 Regarding concern that any resonance time under an ultrasonic acoustic field might damage or negatively affect dried film performance, the free moisture content on several wood substrates was measured before and after acoustic drying and UV curing. At point of sale, white oak panels used for testing ranged from 7.4% to 8.6% in free moisture content. After 26 sec of resonance time at 40 kHz, the free moisture content of substrates coated with 8 wet mils of UV waterborne polyurethane dispersion sealer and topcoat dropped by 1.7% (from 7.4% to 5.7%) at a consistent air temperatures of 120 ?F (48.8 ?C) and maximum substrate surface temperature of 100 ?F (37.7 ?C). During a second test, after 20 sec of resonance time at 40 kHz, overall free moisture dropped 0.2% from 8.6% to 8.4% with the same consistent air flow and substrate temperatures. The key takeaway from HTI’s free moisture testing is that, with an exposure of less than 1 min, ultrasonic acoustic drying at 40 kHz with air temperatures at or less than 120 ?F (48.8 ?C) did not appear to have a negative effect on porous wood substrates such as white oak or birch. In fact, documented scientific research on the topic suggests that the dehydration effects of USAA drying at 40 kHz require well over 30 min of continuous exposure to achieve significant free moisture loss results.
Table 4 shows that birch test panels #14 and white oak test panel #27 were selected for stain testing. This chart also shows the conditions under which test panels were dried and cured. French’s® mustard, cherry Kool-Aid® concentrate and Betadine stains were used. After 1 h stains were removed with a lightly moistened paper towel. A very slight mustard stain watermark remained on the white oak but faded completely after two weeks. After 24 h, pronounced Kool-Aid, French’s Mustard and Betadine stains remained visible on coated white oak substrate. The birch substrate exhibited a light watermark French’s mustard stain. There were no stain resistance differences noted after the same stains were applied to white oak and birch panels dried with convection heating and UV cured.
Conclusions
Ultrasonic acoustically assisted drying has gained growing interest and commercial adoption from several obvious and a few novel applications over the past decade. In the European Union the packaging conversion industry has expressed the most interest in this drying method, largely due to its energy cost savings and carbon footprint mitigation. Although inexpensive energy costs in North America may not be a compelling justification to bank on USAA assisted drying, the method’s ability to boost and maximize existing production line outputs while using minimal to no additional footprint is gaining notoriety and a few early adopters. For wood converters seeking overall performance improvements and compliance with emerging regulatory requirements, there are examples from the established usage of USAA drying in packaging converting applications that make the USAA leap to sealers and topcoats for wood a logical next step. This article reports promising initial results on the effects of USAA drying for waterborne coating systems for wood, and serves as a starting point for further evaluations in other heat-sensitive substrate applications. The improvements in film gloss, leveling and substrate adhesion revealed in this report have yet to be fully understood, vetted or scrutinized based on performance versus cost benefit. In addition, a number of finishing atmospheric and profile conditions have yet to be evaluated. Therefore, the intention of this article and associated follow-up research is to increase interest, awareness and collaboration within the inline waterborne wood coatings value chain for the adoption of USAA drying as a multifunctional energy-saving option and enabler for waterborne energy curing technology. n
References
1 Martini, S. Sonocrystallization of Fats; Springer: New York, 2013; Chapter 2.
2 Kusumgar, M.; Nerlfi, S.; Growney, M. The Global Radiation-Cured Products Industry 2012-2017 – A Multi-Client Study, 2013. www.kusumgar-nerlfi-growney.com
3 Volatile organic compound. (2014, November 28). In Wikipedia, The Free Encyclopedia. Retrieved 01:16, December 14, 2014, from http://en.wikipedia.org/w/index.php?title=Volatile_organic_compound&oldid=635725717
4 Kiyoi, E. Wood Coating with UV-LED Curing: A Focus on Heat. RadTech Report2014, (Issue 2), 29-34.
5 A Spectra HE Ultra acoustic drying system manufactured by Heat Technologies, Inc. and located at Georgia Power’s Customer Resource Center in Dunwoody, GA was used to complete all supporting drying data for this article.
6 At these settings the Spectra HE Ultra consumes less than 10 kilowatts per hour of electricity.
7 Conversation with Jim Bohannon, Senior Applications Chemist at Alberdingk Boley, Inc.
8 Gallego-Juarez, J. High-Power ultrasonic processing: Recent developments and prospective advances. Physics Procedia 2010, 3(1), 35-47.
9 Barbieri, M. (Ed.). Acceleration of Textile Processes by Ultrasound Technology. 2007, December 2. Retrieved November 9, 2014, from http://cordis.europa.eu/documents/documentlibrary/127030241EN6.pdf
10Mohapatra, D.; Mishra, S. Current Trends In Drying and Dehydration of Foods. In Food Engineering, 2011 (pp. 311-352). Nova Science.
11Plavnik, G. How acoustically-enhanced drying improves productivity, cuts energy consumption. Converting Quarterly2011, January 1, 63-65.
12 Legay, M.; Gondrexon, N.; Le Person, S.; Boldo, P.; Bontemps, A. Enhancement of Heat Transfer by Ultrasound: Review and Recent Advances. International Journal of Chemical Engineering2011, 1-17.
13Evaluation of Weathering Effects: Visual Inspections and Instrumental Measurements. (2011, January 1). Retrieved November 9, 2014, from http://www.q-lab.com/documents/public/92986a7e-2676-4a45-be6c-081624fbcb9e.pdf
14Gutoff, E. (2004, November 30). Eliminate Pesky Bubbles. Retrieved November 30, 2014, from http://www.pffc-online.com/technical-reports/2891-paper-eliminate-pesky-bubbles
15He, Z.; Zhao, Z.; Yang, F.; YI, S.. Effect of ultrasound pretreatment on wood prior to vacuum drying. Maderas, Cienc. tecnol. [online]. 2014, vol.16, n.4, pp. 395-402. Epub 21-Aug-2014. ISSN 0718-221X.
Bibliography
Carson, T. Ph.D.; T., Morris, L.; & Folkman, D. (2014). Innovative Waterborne UV Polyurethane Dispersions for Wood Coatings. RadTech Report2014, 28(2), 22-28.
Gutoff, E. (2005, May 4). Fundamentals of Drying Coatings. Proceedings of Tech XXVIII Technical Seminar. 2005, May 4, Lecture conducted from Pressure Sensitive Tape Council, Baltimore.
He, Z.; Fei, Y.; Peng, Y.; Yi, S. Ultrasound-Assisted Vacuum Drying of Wood: Effects on Drying Time and Product Quality. BioResources2013, 8(1), 855-863.
Suslick, K. The Chemical Effects of Ultrasound. Scientific American1989, 80-86.
Valentino, G.; Leija, L.; Riera, E.; Rodriguez, G.; Gallego, J. (2002, September 22). Wood Drying by Using High Power Ultrasound and Infrared Radiation. 2002, September 22. Retrieved November 30, 2014, from http://www.researchgate.net/publication/39397836_Wood_drying_by_using_high_power_ultrasound_and_infrared_radiation
Acknowledgements
The author would like to acknowledge the work of Gene Plavnik, Heat Technologies, Inc., Ronald Obie, Wood Coatings Research Institute, Joe Peters, Leneta Company, Inc., Gabe Moore, Tandus-Centiva, Warren Daniel, Stahl USA, Inc., Brian Otte, Bertram Raabe, Heraeus Noblelight Fusion UV Inc., and Wayne Pettyjohn, Georgia Power CRC.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!