Development of Low-Color Alkyd Resins with High Content of Biobased Succinic Acid










Although alkyd resins are considered to be a biobased, sustainable system due to the use of glycerol and fatty acids, there is increasing pressure to further improve the biobased, sustainable footprint of these resins. One significant opportunity to improve the biobased carbon content of alkyd formulations is by replacement of aromatic diacids and anhydrides with organic acids from renewable, non-petrochemical feedstocks. Ecoat and BioAmber have initiated a study on the partial replacement of petro-based phthalic anhydride (PA) by BioAmber’s biobased succinic acid in pentaerythritol alkyd resins (Penta resins). The preliminary findings suggest biobased SA can replace between 20-35% of the PA, producing a polyester alkyd resin with improved b* color values while maintaining adequate drying time and Persoz hardness values when formulated into matt-based alkyd paints. This study builds further on the commercial introduction of Ecoat’s Secoia® 1404 biobased alkyd binder emulsion.
Introduction
Biobased succinic acid (Bio-SA) has emerged as one of the most competitive of the new biobased chemicals. As a platform chemical, Bio-SA provides researchers and product developers a valuable and sustainable chemical building block to enable innovative development of differentiated high-performance materials. Bio-SA and its derivatives, such as polyester polyols, have demonstrated performance advantages in polyurethanes, with several recent articles published on this topic.1,2 Given the similarity in the chemistries, it was reasonable to extend the technology from polyesters for polyurethane to polyesters in alkyd-based coatings. Although SA can be produced from petro chemical feedstocks, this process is inherently energy intensive and requires C4 petrochemical raw materials, which are under increased price pressures due to decreasing supplies and refining capacity. On the other hand, BioAmber has produced Bio-SA on a commercial scale since 2010, and is currently building the world’s largest biobased succinic acid plant in Sarnia, Ontario Canada.3 The fermentation of glucose to bio-succinic acid is a process that has a greatly enhanced life cycle analysis (LCA), improved greenhouse gas (GHG) reduction and energy utilization. The fermentation of sugar feedstocks results in excellent utilization of the sugar-based carbon and sequestration of CO2 to produce Bio-SA in high yield and purity (Figure 1).
Because the fermentation process incorporates CO2 and is done at biological temperatures (~38 °C), production of biobased succinic acid has a 112% theoretical yield on carbon and is produced with a much lower carbon footprint compared to other petro-based organic acids such as petro-based adipic or petro-based succinic acid. LCA estimates for this production method suggest that every ton of Bio-SA produced using BioAmber’s fermentation process can result in the reduction of nearly 7300 T of CO2e, or the equivalent of nearly 800,000 gal of gasoline.4 CO2e refers to carbon dioxide equivalent.
Alkyd resins account for about 70% of the conventional binders used in surface coating today.5,6 Increasing environmental consciousness is creating pressure for the transition from fossil products to biobased products with equivalent performances. Until recently, solvents such as white spirit of toluene were widely used to reduce and adjust paint viscosity. These solvents were the major source of petro-based carbons in alkyd paints. In recent years, surfactant development has enabled the design of waterborne alkyd emulsions and high-solids alkyds as more environmentally friendly binders for coatings.
Alkyd resins are products of a polycondensation reaction between polybasic acids, polyols, fatty acids and monoacid (Figure 2).7,8 Therefore, alkyd resins have, by definition, a high content of renewable materials from the fatty acids and polyols. One of the last remaining challenges for alkyd resin producers is the full or partial replacement of the remaining petro-based raw materials such as phthalate and benzoate derivatives.
Another challenge alkyd resin producers are currently facing is how to make biobased alkyd with lower color. Even though most alkyd resins when fully formulated into paints are highly pigmented, the lower the initial color, and more importantly, the color stability of the resin over time, the better the overall color fastness of the final paint. The sources of color and color shifts in alkyd paints and resins are complex, but the common causes are the aromatic content due to the phthalates and the degree of unsaturation present in the fatty acid drying oils. In this study, we show some promising results for low-color biobased alkyds, thanks to the use of Bio-SA.
Experimental Materials and Methods
Laboratory-grade phthalic anhydride, benzoic acid, pentaerythritol and xylene were obtained from Sigma-Aldrich. Tall oil fatty acid was obtained from Forchem. Secoia® 1404 Leaf Tech®is a fast-drying, low-color, 95 wt.% biobased alkyd emulsion available from Ecoat. Biobased succinic acid (Bio-SA) was obtained from BioAmber.
Synthesis
A general alkyd resin formulation was prepared according to the formulas in Table 1. Alkyd resins are produced through the polycondensation of polyols, polybasic acids, monobasic acids and fatty acids. The reaction is an esterification between hydroxyl groups, provided by polyols, and carboxyl groups, provided by polybasic acids, monobasic acids and fatty acids. Because esterification is a reversible reaction, water produced by the reaction has to be removed. This was achieved using the heteroazeotropic water extraction method. This method is based on the fact that specific solvents, such as xylene, evaporate with water while forming heteroazeotropic vapors. When condensed, water and xylene separate because of their non-miscibility. Because density of water is higher than xylene, water migrates to the lower phase. The solvent in the upper phase is allowed to return into the reactor and continue to extract water from the reaction. By convention the succinic acid-based alkyd compositions (Alkyds I-V) are described by the weight percent of PA replaced instead of the total amount of SA in the composition. In a typical experiment, all the reactants but the succinic acid were charged into a 500 mL, 4-neck round-bottom glass reactor fitted with a motorized stirrer, a thermometer, hold for sampling a Dean-Stark trap as segregate of water and a reflux condenser. Xylene was added by the top of the condenser to fill the Dean-Stark. The stirring was set at 50-100 rpm. The reactor was closed, and heated to 230 °C. The reaction was monitored by periodic determination of the acid number of the mixture until an acid number of about 15 was reached. At this point, heating was stopped and the mixture cooled to 100 °C. Succinic acid was then added to the mixture and the temperature set at 200 °C; the condensation reaction was monitored by periodic determination of the acid number and viscosity of the mixture. During the reaction, the extracted water (lower phase) was periodically purged from the Dean-Stark. When an acid number of about 20 was reached, the remaining xylene was purged from the Dean-Stark. Vacuum was then applied until the final acid number was reached. The reaction was then stopped and the reactor was cooled to 150 °C. At this temperature, stirring was stopped and resin poured into a steel can.
Acid Number
The acid number is an indication of the free acidity present in the nonvolatile portion of alkyd resin. It is expressed in mg of KOH required to reach pH neutrality in 1 g of alkyd resin.9
Resin Viscosity
The viscosity at 170 °C was determined by a high-shear-rate cone and plate Brookfield viscometer CAP 1000+ (10 000s-1). The viscometer was equipped with spindle no. 3 and a speed of 750 rpm.
Emulsification
The resins, as described previously, were dispersed in water according to Ecoat’s proprietary process. The final products were stable emulsions with solids content about 50 wt.%. The emulsions were then filtered at 50 µm and, when necessary, solids content was adjusted to 50 wt.% with additional water.
Paint Formulation
The alkyd emulsions were formulated into highly pigmented indoor paints as described in Table 2. The pigment volume concentration (PVC) was set to 79%.
The binder was slowly added to the pigment slurry under stirring (vortex apparition) in order to obtain a homogenous dispersion. The thickeners were then added and the mixture was left 10 min under stirring for the paint to thicken. In a final step, water and the remaining additives (preservative, defoamer and drier) were added and stirred for 10 min.
Differential Scanning Calorimetry (DSC)
DSC was performed using a TA Instruments Q100 DSC in aluminum hermetic T-zero pans with a pin-hole. First and second heat measurements were made by equilibrating samples at -80 °C followed by a ramp at 10 °C/min to 150 °C. Glass transition temperatures were calculated using TA Instruments’ Universal Analysis software.
Thermogravimetric Analysis (TGA)
TGA analysis of samples was performed using a TA Instruments Q500 TGA on Pt sample pans in dry N2 gas and repeated in dry, compressed air. Samples were ramped from 25 °C to 125 °C at a rate of 20 °C/min and held at 125 °C for five min, followed by a ramp from 125 °C to 600 °C at a rate of 20 °C/min. Onset of mass loss was calculated using TA Instruments’ Universal Analysis software.
Persoz Pendulum
Hardness of alkyd films applied onto glass panels was measured with a TQC-SP0500 Persoz pendulum hardness tester according to ISO 1522. This method is based on the fact that the hardness of a film is related to its oscillations damping property. The less attenuated the oscillations, the harder the film is.
The emulsions and matt paints were drawn down onto glass panels with a dry thickness of 50 µm and 100 µm, respectively. The films were dried at atmospheric pressure and room temperature.
Measurements were made after 1, 7 and 21 days to follow the evolution of hardness through time. The measurements were repeated three times for each sample, and the average of these readings was taken for the hardness value.
Pencil Hardness
Pencil coating hardness was determined for alkyd films applied on a glass panels measured according to ISO 15184. The scale of hardness is indicated with letters from the hardest to the softest as follows: 9H-1H F, HB, 1B-9B.
The emulsions and matt paints were drawn down onto glass panels with a dry thickness of 50 µm and 100 µm, respectively, and dried at room temperature and ambient pressure for 21 days prior to testing. The reported values represent repeated measurements with three different operators for each sample; the average of the readings is reported.
Glossmeter
Alkyd paints are known to provide high gloss value. Gloss was measured by a glossmeter (ETB-0833) according to ISO 2813. The emulsions were drawn down onto glass panels with a dry thickness of 50 µm. The films were dried at atmospheric pressure and room temperature. Measurements were made after 1, 7 and 21 days to follow the evolution of gloss through time. After internal calibration, the gloss values of the dry film of resins were measured at a 20° illuminant angle. This procedure was repeated three times for each sample, and the average of these readings was taken for the gloss value.
Colorimeter
Paint color is critical, especially for white paint in which the yellowness provided by alkyd binders may be an issue. Yellowness of matt paints was determined by measuring the b* value with a Lab colorimeter.
Matt paints were drawn down onto PVC foils (Leneta) with a dry thickness of 100 µm and dried at atmospheric pressure and room temperature. Measurements were made after 1, 7 and 21 days to follow the evolution of gloss through time. This procedure was repeated three times for each sample; the average of these readings was taken for the b* value.
Cross-Cut Adhesion
Adhesion strength of the paint films was determined by the cross-cut method according to standard ISO 2409.
Matt paints were drawn down onto stainless steel panels with a dry thickness of 100 µm and dried at atmospheric pressure and room temperature for 21 days. This procedure was repeated two times for each sample; the average of these readings was taken for the adhesion value.
Results and Discussion
Alkyd I is a conventional petro-based alkyd resin for water emulsion systems and was made using only phthalic anhydride as the dibasic acid. This composition was chosen as a reference and starting point for our study on the effects of replacing phthalic anhydride by succinic acid. Alkyds II, III and IV respectively have a 75/25, 50/50 and 25/75 weight ratio of phthalic anhydride/succinic acid. Alkyd V was made with only succinic acid as the dibasic acid.
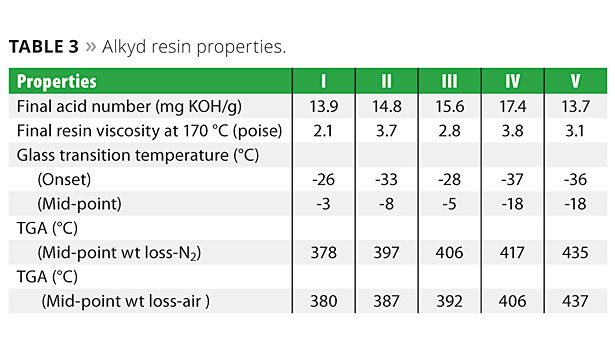
Biobased content, final acid number, final resin viscosity, glass transition temperature and onset of thermal degradation were determined for the alkyd resins as reported in Table 3.
Biobased Content
The biobased content in the alkyd resin formulations as a function of succinic acid used is shown in Table 1 and Figure 3. In this study, pentaerythritol was considered as a biobased raw material since it is commercially available from biobased origin. Fatty acids are obtained from vegetable oils and were, thus, considered as biobased raw materials. The biobased content was calculated as the sum (in wt.%) of fatty acid, succinic acid and pentaerythritol in each alkyd resin composition. As shown in the formulation table and figure, the total biobased content of the alkyd resins can be significantly increased by the replacement of phthalic anhydride by biobased succinic acid.
Beside the advantage of replacing phthalic anhydride by succinic acid to increase the biobased content of the alkyd resin, Bio-SA also reduces the amount of aromatic content, which is a known contributor to yellowing and a source of color variations, especially with UV aging. Additionally, the higher aromatic content can embrittle the resin and limit its flexibility, reducing its utility on surfaces, which may expand and contract due to thermal and humidity cycling. In such instances, the succinic acid could improve durability of the resin by remaining flexible in a broader variety of conditions. The biobased content of a conventional alkyd resin (e.g., Alkyd I) is typically around 57 wt.% and goes up to 75 wt.% when phthalic anhydride is fully replaced by Bio-SA (e.g., Alkyd V). As a result of these modifications, in Alkyd V the only remaining petro-based component of the resin is benzoic acid.
Alkyd Resin Synthesis with Aliphatic Acids
The use of difunctional organic acids such as succinic acid in alkyd resins presents a synthetic challenge due to the tendency of these types of diacids to prematurely gel the alkyd resin. Gelation of an alkyd resin is due to formation of a crosslinked 3D network that can form when the kinetic rates of chain growth interchain crosslinking reactions are similar. Indeed the determination of gel point in condensation reactions is well understood based on the foundational understanding developed by Carothers. The equation to predict gel point is shown in Equation 1, where Pc is the critical degree of conversion at gelation, and Fav is the average functionality of the system.11,12
Pc=2/Fav (1)
Although a detailed analysis of the gel point for this reaction is beyond the scope of this article, the synthetic challenges of using an aliphatic diacid in place of aromatic diacids or anhydrides are known. Jonason and others published a kinetic and statistical analysis of the gel points of alkyds systems using Flory’s probability approach to gelation.13,14 He consistently noted that measured and predicted gel points of alkyds in systems differed more when inequalities existed in the reactivity of alcohol groups in the glycol (as is the case for glycerol compared to pentaerythritol), or with acid functionalities where reactivity did not differ (symmetric reactivity). In this work, they noted that the replacement of aromatic diacids by aliphatic diacids such as adipic acid would result in resin gelation earlier than predicted by theory. They attributed this observation to the fact that aromatic diacids have asymmetric reactivity due to the electronic influences of the conjugated aromatic ring. On the other hand, the acid groups in aliphatic diacids have very similar reactivity, and thus chain extension and crosslinking reactions can occur with little kinetic differentiation.13,14
In the system studied here, up to 100% of PA was successfully replaced by Bio-SA using a two-step synthetic process. First, all the reactants, except succinic acid, were reacted together up to a low acid number (typically ~15). This enables the decrease of the OH functionality of pentaerythritol by grafting some fatty acids on it, thus limiting the formation of tridimensional nodes when succinic acid is added in the second step.
Rotatable Bonds
Two key features distinguish phthalic acid (or its anhydride) and succinic acid (Table 4).
First, succinic acid is a much smaller molecule with a molecular weight about 118.1 g.mol-1 compared to the molecular weight of phthalic anhydride, which is 166.1 g.mol-1. This results in a decrease of the molecular weight of the polymeric chain at an equivalent degree of polymerization and a higher polarity of the polymeric chains. Moreover, on an equivalent weight basis, one gram of phthalic anhydride is equivalent to 0.71 grams of bio-succinic acid and, therefore, from a composition perspective the polyols are a higher weight percent of polyol fraction of the total composition and thus can partially compensate for the cost differential between the acid. Second, the increased flexibility of succinic acid will likely decrease the Tg of the resin, and subsequently the hardness, but this enhanced flexibility could be managed by adding more fillers and crosslinking oils, which open up additional formulation flexibility.
Glass Transition Temperature
DSC was used to determine the glass transition temperature (Tg) of the alkyd resins.15,16 As discussed above, one would anticipate that incorporation of succinic acid in place of phthalic acid would lower the Tg of alkyd resins systems. Therefore it was anticipated that Alkyd I (no SA) should have a higher Tg than Alkyd V (100% PA replacement by SA), However, it was rather surprising to note the decrease in Tg was not linear as would be anticipated if the influence of Tg by the SA incorporation followed the rules of mixture behavior. Indeed, as shown in Table 3 and Figure 4, the glass transition temperatures of the compositions studied here fell into two general Tg ranges. Alkyds I-III (higher PA content) have a Tg around -5 to -8 °C, and Alkyds IV-V had glass transition temperatures around -18 °C. This step change at ~50% SA replacement suggests that the two-step synthetic method used with the SA alkyds influenced the distribution of the SA in the polyester and thus only reduced the Tg at higher SA contents.
Thermal Analysis
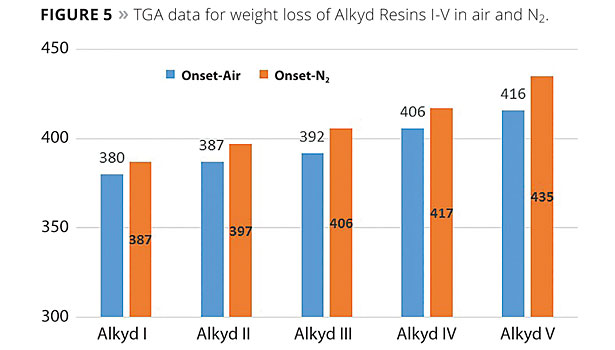
TGA was used to determine the influence of succinic acid on the thermal stability of the alkyd polyester resins. Although alkyds are not particularly used at elevated temperatures, TGA was conducted to determine if succinic acid influences the thermal-oxidative stability of the resin system. If the thermal stability of the resin was improved, then this could be attributed to the reduction of the aromatic content, which may indicate improved weather stability and color.
Table 3 and Figure 5 compare the midpoint of the degradation temperatures of Alkyds I-V in air and N2. As shown in this table, resin with increasing SA content exhibits higher weight loss temperatures in both air and N2. This observation supports the premise that SA should improve the thermal oxidative stability of the resin by reducing the aromatic content of the system.
Persoz Hardness
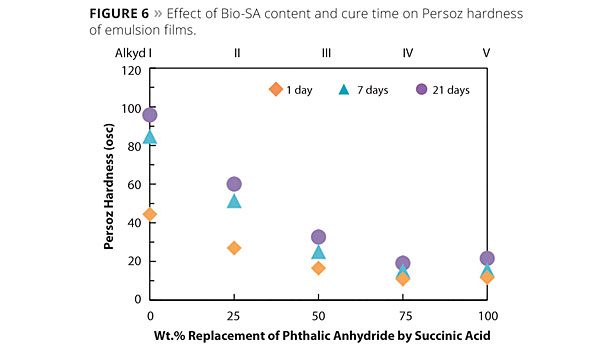
As expected, Persoz hardness decreases when replacing phthalic anhydride with succinic acid in this resin system (Figure 6). The lower hardness of the resin is consistent with the reduced Tg of the alkyd resin due to increased number of rotatable bonds. However, at 25% replacement of the PA (Alkyd II), the pencil hardness value is the same as the control Alkyd I (Figure 9). Although a decrease in hardness is not particularly desired in an alkyd resin, it should be pointed out that this hardness range has other formulation and application implications, such as the potential to add more fillers, which could further reduce formulation costs. The softer resin is an indication of increased flexibility, which may make the final alkyd coating more resistant to cracking during changes in humidity and temperature. Furthermore, it is important to note these hardness values were obtained from unoptimized and unformulated systems, as shown in Table 1, and it is possible to increase hardness by other means, as exemplified in Ecoat’s Secoia 1404 system, which is a fast-drying, low-color, 95 wt.% biobased alkyd emulsion.
The Persoz hardness of Alkyds I to V increased with time, which is typical of the oxidative drying mechanism used in this study (Figure 7). On the other hand, Secoia 1404 Leaf Tech, which contains a significant part of biobased succinic acid, shows a rapid increase in hardness, up to Persoz hardness value of 200, which then levels off and remains stable with time. This fast hardness development is due to Ecoat’s sophisticated and proprietary Leaf Tech drying technology. The comparison of the Secoia 1404 is provided to demonstrate how the combination of the formulation variables can work synergistically to tailor the performance features of the alkyds. Additional studies and developments of succinic acid-based resins implementing Ecoat’s Leaf Tech drying mechanism are on-going and will likely be part of a broader product portfolio offered by the company.
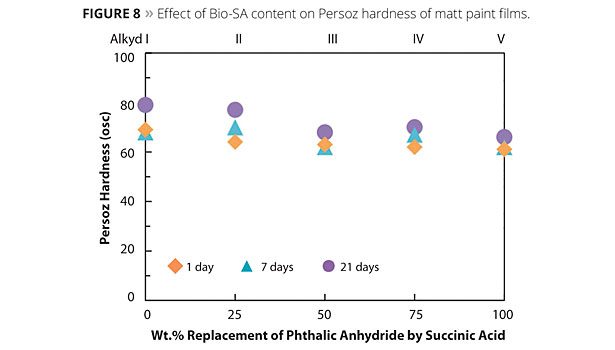
The effect of increased succinic acid content on the Persoz hardness of matt paint films was also characterized (Figure 8). Using a general PVC content of 79% (typical for a matt alkyd paint) the hardness of the resin system as shown in Figure 7 did not translate into lower hardness of formulated systems. In contrast to the drop in resin hardness with succinic acid content, the fully formulated Alkyds II-V exhibit similar Persoz hardness values compared to the resin with no bio-succinic acid. Thus, the Persoz hardness of matt paint films was significantly less dependent on the content of succinic acid due to the high content of filler and pigment, enabling coatings with hardness similar to Alkyd I, but with significantly higher biobased content.
Pencil Hardness
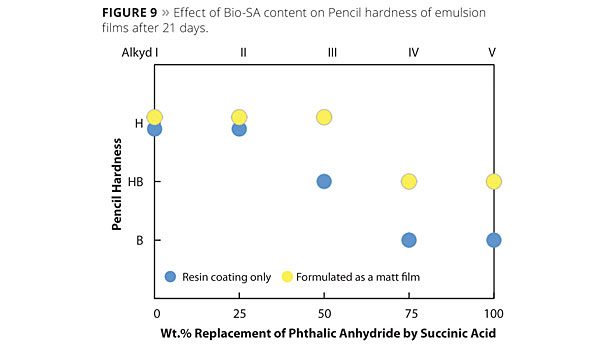
Pencil hardness values of the alkyd resins, (Figure 9), did not change with 25% succinic acid and only decreased at the 50% succinic acid level compared to Alkyd I. However, a significant drop in hardness for Alkyds IV and V (75% and 100% PA replacement) was noted, and this drop in hardness from H to B is consistent with the decreased Tg measured by DSC (Figure 4). Here again, the matt formulated systems show that replacement of up to 50% of the PA by biobased succinic acid had the same pencil hardness as measured for an alkyd resin system using only PA as the diacid.
Film Color
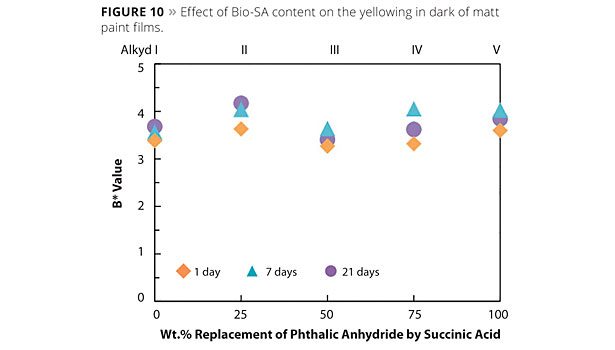
Biobased alkyd resins usually present high yellowness with b* values above 5. In our case, we observed that whatever the level of replacement of phthalic anhydride by succinic acid, the b* values stay quite constant, oscillating between 3.5 and 4.5 (Figure 10). This limited impact of Bio-SA on the color of alkyd resin is due to its high-purity, saturated aliphatic backbone. This is very uncommon among biobased raw materials, which can be mixtures of chemicals, as in the case with vegetable oils.
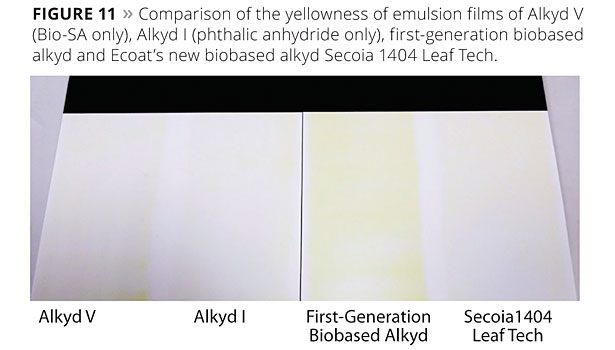
As a result of these highly colored raw materials, the first generation of biobased alkyd resins usually ended up with higher yellowness. Yellowness is a critical issue for paint producers, especially when making white paints, and is the main limiting factor for the growth of the biobased alkyds market. However, the use of Bio-SA in place of phthalic anhydride and by choice of a FA with a lower iodine number, it becomes possible to synthesize an alkyd resin that breaks this trend and can combine both high biobased content and low color (Figure 11).
Bio-SA, by being a biobased raw material with a low-color impact, is one of the most promising building blocks for the future of biobased alkyds.
Gloss
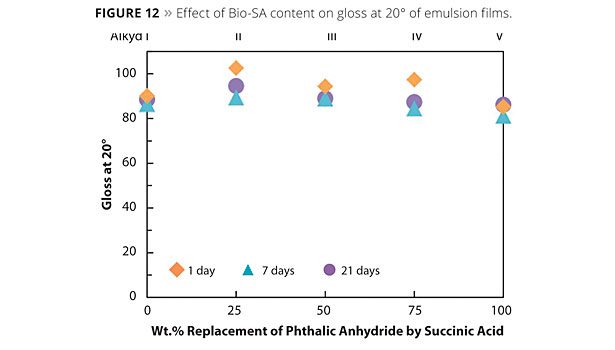
Since it is known that alkyds can enable high-gloss coatings, it was critical to check the impact of succinic acid on gloss. The gloss data shown in Figure 12 suggest gloss value was quite consistent as a function of Bio-SA content, oscillating between 85 and 105 GU. This stability in gloss value with bio content is quite meaningful, as it suggests there is broad formulation flexibility to increase the biobased content of the resin without the loss of critical surface optical properties. Prior to the introduction of biobased SA, the only handle to increase the bio content was to increase the fatty acid content, which could lead to higher color, especially if the fatty acid had a high iodine number.
Cross-Cut Adhesion
The coating adhesion to metal was evaluated by the cross-cut adhesion test method. It is important to consider that this particular test method is not a “tape peel” method that evaluates only adhesion of the coating to the substrate. The cross-cut test method used here evaluates multiple aspects of the coating such as brittleness, tear and adhesion. That being stated, Alkyds I-III and V were ranked Class I. However, visually the cross-cut data suggest Alkyds II and III may have somewhat better performance than the control Alkyd I, as sections of delaminated cuts appear in Alkyds II and III compared to I. This again suggests that the replacement around 30% PA by SA is optimal for alkyd resin development in this particular formulation. Tape peel adhesion tests (180°) are under evaluation and will be made available in a future PCI publication.
Conclusions
In this initial study we have shown that biobased succinic acid can be used to increase the bio-content of alkyd resins without compromising the color of the alkyd resin. The use of Bio-SA in place of phthalic anhydride helps to broaden the formulation flexibility of the alkyd resins. These preliminary data suggest that Bio-SA can effectively replace 25-35% of the phthalic anhydride and enable matt alkyd coatings with improved yellowing resistance, color fastness with equivalent formulated hardness, gloss and cut adhesion. We continue to investigate the influence of different drying oils and fillers to understand the performance of the succinic acid in place of PA in satin, gloss and matt alkyd formulations, and in solventborne systems. These findings will be the subject of a future PCI article. n
References
1 Coggio, W.D. et al. Biobased Succinic Acid: A Versatile Building Block for Performance-Driven PUD and Coatings; Presented at American Coatings Conference Session #2, Biobased Coatings, Atlanta, GA April 2014. Visit www.bio-amber.com to request a copy.
2 Coggio, W.D. et al. Modified Polyester Polyol Succinates Derived from Biobased Succinic Acid and Branched Glycols: Influence of Glycol Structure on Tg, Tm and Process Viscosity; Presented at UTECH-NA, conference Charlotte, NC, June 4, 2014. Visit www.bio-amber.com to request a copy.
3 BioAmber is building a 30,000 T biobased succinic acid manufacturing facility in Sarnia, Ontario, with an anticipated startup in early 2015.
4 LCA conducted by independent analysis, Riffel CO2nsulting and Assumptions are modeled after production in Sarnia plant and are based on field to gate consideration. See www.bio-Amber.com/sustainability.
5 Hlaing, N.N.; Oo, M.M. Manufacture of Alkyd Resin from Castor Oil. World Acad. Sci. Eng. Technol. 2008, 48, 155–161.
6 Hofland, A. Alkyd Resins: From down and out to Alive and Kicking. Prog. Org. Coatings 2012, 73, 274–282.
7 Bentley, J.; Turner, G. P. A. Introduction to Paint Chemistry and Principles of Paint Technology; 4th ed.; CRC Press, 1997.
8 Gooch, J. W.. Emulsification and Polymerization of Alkyd Resins (Topics in Applied Chemistry); Springer, 2001.
9 Sonnati, M. O.; Chevalier, P. Development of a New Generation of Emulsion Polymers, Combining Fast Drying and Outstanding Hardness; Presented at Eurocoat, Piacenza, Italy. October, 2013.
10 Ecoat is building a 30,000 T alkyd emulsion manufacturing facility in Roussillon, France, with an anticiapted startup in early 2015.
11 Hiemenz, P.; Lodge, T. Polymer Chemistry; CRC Press: Florida, 2007.
12 Stevens, M. P. Polymer Chemistry an Introduction; Oxford University Press, 1999, p 266-268.
13 Jonason, M. The Gelation Point of Alkyd Resins. J. Appl. Polym. Sci. 1960, IV, 129.
14 Lilley, H. S. The Gelation Point of Alkyd Resins. J. Appl. Polym. Sci. 1961, V, S16.
15 Ploeger, R.; Scalarone, D.; Chiantore, O. Thermal Analytical Study of the Oxidative Stability of Artists’ Alkyd Paints. Polym. Degrad. Stab. 2009, 94, 2036–2041.
16 Podgorski, L.; Merlin, A. Natural and Artificial Ageing of an Alkyd-Based Wood Finish Calorimetric Investigations. 1994, 41, 1319–1324.
Ecoat
Since its founding in 2011, Ecoat’s main objective is to develop and produce high-performance biobased polymers for the coatings industry. Ecoat’s efforts on developing new water-based and biobased alkyd binders has led to the commercialization of a first generation of products under the Secoia brand name. For example, Secoia 1403 is a plant-based alkyd emulsion for interior wall paints, with an amount of renewable carbon superior to 99%, based on 14C analysis. To better understand the impact of such high biobased content on sustainability and reduced reliance on petro-based feedstock, using 1 T of Secoia 1403 instead of a conventional binder emulsion would avoid the emissions of 1.4 ton of CO2e per ton of binder.
More recently, Ecoat has launched new products on the market based on its innovative patented drying mechanism called Leaf Tech, which provides superior performance in speed of drying and film hardness development.9 With this technology, Ecoat enables its customers to make high-quality biobased paints for architectural applications at equivalent cost. To fulfil the growing demand for its products, Ecoat is currently investing in its own manufacturing facility in France, investing as well in a highly energy-efficient process to lower cost and CO2 emission.
By Matthieu O. Sonnati, Adrien Leclair, Alison Romand and Olivier Choule, Ecoat S.A.S., Grasse, France | and William D. Coggio and Nicolas Florent, BioAmber Inc., Plymouth, MN
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!