Finding the Right ‘Level’
High-Performance Waterborne Epoxy Hardener for Zero-Emission Self-Leveling Flooring







Two-pack amine-epoxy resins are widely used in applications ranging from coatings, adhesives and composites, to civil engineering applications such as formulations for concrete flooring, self-leveling flooring and grouts. Despite recent advancements in this technology, there is constant need for improvement in order to meet ever more stringent legislation and customer demands for better performance at lower cost.
Self-leveling floors are an important application of epoxide coatings in that they provide thin coatings of high hardness and wear resistance. In this type of application, self-leveling epoxy flooring is applied to floor areas that demand exceptional performance and hygiene, such as clean rooms, bakeries, dairies, food processing areas, pharmaceutical production areas, motor showrooms, workshops, etc. It is easy to apply by simply spreading the compound to the required thickness with a trowel.
Waterborne and solvent-free epoxy technology is particularly attractive in floor coating applications for environmental reasons. Water-based epoxy coatings are normally two-component systems consisting of a liquid epoxy resin and a water-based amine-functional curing agent. The properties of the water-based amine-functional curing agent are vital for the performance of the self-leveling epoxy coating. Many waterborne epoxy systems are also lower in viscosity than other epoxy systems, particularly 100% solids or solvent-free systems, and thus easier to apply and can level into a smooth film or layer after application. Water-based curing agents can eliminate or reduce VOCs in formulations and, therefore, reduce the odor, environmental and health risks associated with the presence of such compounds. However, most amine-based hardeners themselves have strong unpleasant amine odors, and eliminating solvent alone cannot solve such a problem. It is therefore desirable that the hardener itself has low or zero odor.
Despite recent advancements in waterborne epoxy technology, there remains a need for epoxy hardening systems and water-dispersible curing agents for epoxy resin formulations that are easy to mix, low odor, have a suitable pot life (in the range of up to 1 h), rapid cure (even at low temperatures) and provide high hardness in the cured epoxy material in order to provide a fast return to service. In addition, the final coatings should exhibit low shrinkage and low or no color so that they can be used for transparent coatings without changing the base color of the material to which they are applied. Finally, they should preferably provide good adhesion on concrete, good impact resistance, good water vapor transmission and excellent compressive strength.
Strategies on the Architecture of Hardener Molecules
One of the biggest challenges of water-based epoxy hardeners for high-build applications, such as self-leveling floor coating and grout, is shrinkage of the cured product. High shrinkage has many adverse effects on the finished self-leveling floor or tile grout, such as gaps/cracks around the edges of the applied floor and even delamination from the substrate. Because of the high tension within the network of a high-shrinkage system, it normally exhibits poor compressive strength and modulus. It also results in low porosity and, therefore, would display poor water vapor transmission, which would lead to delamination due to the osmosis effect from damp ground.
The Root Cause of Shrinkage
Shrinkage is due to the high tension of the cured network, which has a high level of internal energy. The architectural design of the hardener is critical to controlling the level of shrinkage. Poor distribution of crosslinking or branching sites can lead to high localized tension in the polymer network. This is increasingly a problem in a high-build system like self-leveling formulations where the binder content is normally low, typically below 20%. The dilution effect of resin in such a system means there is more ‘space’ between the epoxy and hardener. The evaporation of volatile components, in this case water, is relatively slow compared to thin-film coating applications. Therefore, the space between the resin molecules would remain little changed during the cure. As a result, the architectural structure in terms of size and position of the binding sites of the curing agent in relation to the size and structure of epoxy resins is vital for the level of tension generated from the coupling between amine and epoxy groups.
In addition, the compatibility of the whole system can be another important factor in causing shrinkage. Phase separation and the folding of the molecules would result in shrinkage due to eventual diffusion and migration of binder molecules during the curing process.
Design of an Amine/Epoxy Adduct by Molecular Engineering
Epoxy curing agents can be made from the formation of amine epoxy adducts. The selection of epoxy and amine components and their construction in a two-pack formulation are crucial to performance in terms of compatibility, workability, cure rate and the shrinkage of a self-leveling product.
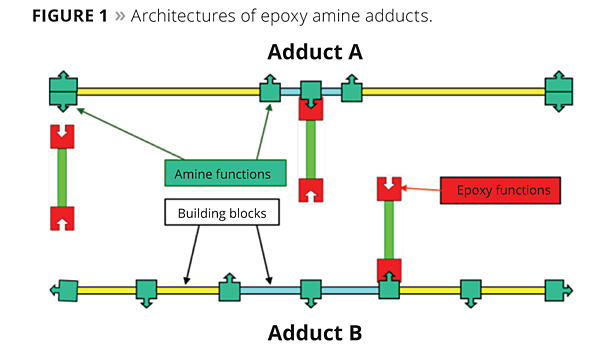
In a very simplified scheme, shown in Figure 1, the amine epoxy adduct can have a distinctly different architecture in terms of the type of building blocks and the placement of reactive amine groups. The dark green arrow blocks represent amine-functional groups, and the red inverted arrow blocks represent epoxide groups. Yellow, blue and green bars represent building blocks between the functional groups. In the case of Adduct A, the amine-functional groups are located close together around some points of the adduct backbone. When mixed in a two-pack formulation, particularly self-leveling epoxy formulations, epoxy molecules would be dispersed evenly. Only those epoxy-functional groups close to amine-functional sites can react, leaving unreachable amine and epoxy-functional groups ‘starved’. The first impact would be slow cure as a result of starvation. The second impact would be shrinkage caused by the pulling effect when these functional groups have to migrate to enable the coupling between amine and epoxy groups.
In the case of Adduct B where the amine groups are spread evenly across the adduct backbone, the curing process and the structure of the cured network can be quite different. When dispersed evenly in a 2K self-leveling formulation, epoxy groups can react with amine groups easily without having to migrate, as all amine-functional groups are evenly accessible. The result would be relatively fast cure and would lead to a low-tension network that would shrink less. Clearly the architecture of Adduct B is the favorable structure for an amine epoxy adduct curing agent for its potential of rapid cure, low shrinkage, high breathability and good mechanical properties. Meanwhile, the physical properties of the building blocks on the hardener backbone play an important role for the compatibility and, therefore, have important influence on the performance as well as shrinkage in a water-based two-pack epoxy formulation.
Accordingly, a new waterborne epoxy amine adduct curing agent has been developed that has been specifically engineered to have a desirable architecture with a relatively low viscosity and low color. It displays excellent performance and offers a range of benefits in two-pack self-leveling epoxy systems.
Environment and Applicator Friendly
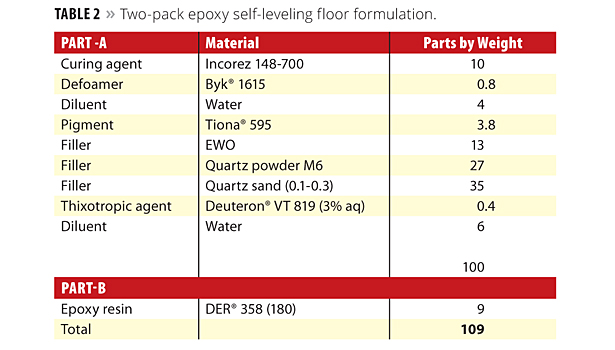
The new hardener is a pale yellow solution (Figure 2) with a relatively low viscosity (Table 1) and sweet, pleasant odor. The low viscosity makes general handling easier for the applicator and also reduces the waste in the drum or tank. The hardener is made without using any solvent or plasticizer and, therefore, contains zero VOCs. This has been confirmed through a micro chamber emission test of a self-leveling epoxy formulation (Table 2) at 2 mm thickness. The result (Table 3) shows a minimal level of emission and is classified as zero emission under AgBB/DIBt (German restrictions for VOC emissions for construction products). The process for the synthesis of the new curing agent has been optimized in order to consume all of the starting amine compounds. The level of free (low-molecular-weight) amine is not quantifiable by standard analytical methods for free amine analysis by GC and HPLC. Low-hazardous formulations have become more important for applicators and people within the application area. It is critical for applications for schools, hospitals, food processing, homes and offices where the health and safety of people is a concern.
When applied in a typical self-leveling epoxy formulation (Table 2), the hardener exhibits excellent workability and flow characteristics as well as an excellent surface appearance with a matte finish and minimal pinholes when compared with equivalent waterborne epoxy systems. In Figure 2 (right) the cured self-leveling disc sample was made by pouring the water-based self-leveling compound directly onto a polypropylene sheet and allowing it to flow without trowelling. The smooth, even surface and thickness of the disc clearly demonstrate excellent flow behavior.
Fast Cure and Low Shrinkage
As previously explained, the favorable hardener architecture and excellent compatibility with epoxy facilitates fast cure on application (typically at 2-3 mm thickness) even at relatively low temperatures (15 ºC, 50 RH). Under standard conditions the hardness can reach Shore D60 in 24 h and 70 within 48 h. This is particularly beneficial for applicators, as the floor can receive heavy loads soon after application, which provides fast return to service, minimizing any delays during construction or refurbishment work. In addition to this, the smart hardener architecture means minimal shrinkage can be achieved, typically below 1%. Figure 2 shows that after full cure the self-leveling sample made on a polypropylene sheet shows minimal curling, indicating the formation of a low-tension network. This was also demonstrated using a cured self-leveling strip cast from a 435-mm-long cast using a silicon mold – no bending or curling, again illustrating very little shrinkage after full cure. The low shrinkage (or low internal energy) will provide long-term adhesion and prevent delamination, ensuring long-term durability of the flooring system.
Excellent Water Vapor Transmission
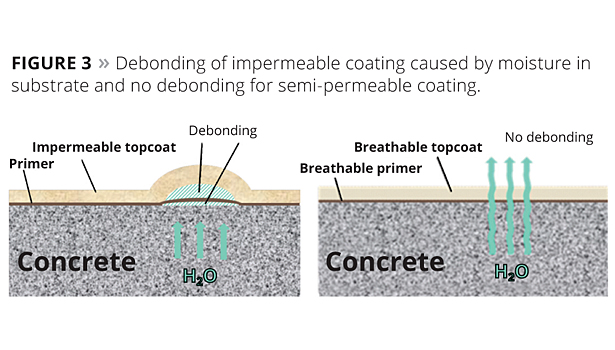
Water-vapor diffusion rate through a sample of cured product using the formulation in Table 2 has been tested according to EN ISO 7783-1/-2. At 2 mm film thickness the water vapor diffusion rate is measured at 2.85 g/(m2-d). For the average value of diffusion, the equivalent air layer thickness is 8.2 m, which indicates good breathability of the coating. It is well known1-8 that moisture in concrete can cause blistering and delamination of coatings that are water-vapor-impermeable (Figure 3) by osmotic pressure that builds up from the water beneath the coating trying to evaporate. Good water vapor permeability can therefore prevent debonding of coatings from damp concrete substrates, offering good durability and long service life.
Good Mechanical Properties
Table 4 shows some physical properties of the two-pack self-leveling epoxy formulation (Table 1) after full cure (23 ºC and 50% relative humidity for 28 days). These properties are typical for a water-based epoxy self-leveling flooring system and meet the requirements for a wide range of applications for concrete protection.
Good Chemical Resistance
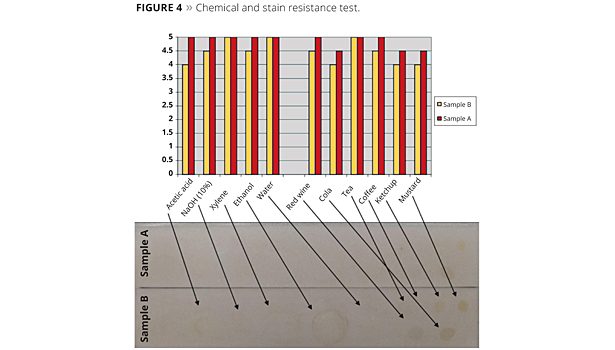
As industrial coatings can be subjected to a variety of conditions and chemicals during their service life, a sample of the cured material also underwent a 24 h spot test with a range of chemicals and stains. Figure 4 shows the results of the 24 h chemical and stain resistant tests of the new hardener technology against a commercial equivalent water-based epoxy self-leveling product. The resistance was rated according to the level of residual marks, from heavily damaged and marked (0) to no effect at all (5).
It can be seen that the new hardener system shows better resistance to chemicals and stains than the equivalent system in the market.
Conclusions
The architectural design of a new amine epoxy hardener by molecular engineering has been shown to meet increasingly stringent market demands on legislation compliance, operator and environmental impact, and high productivity while showing excellent cost-performance balance of self-leveling epoxy systems.
Acknowledgement
The author wishes to thank colleagues at Sika Deutschland GmbH for conducting the physical property tests, as well as microchamber emission analysis, amine monomer and molecular weight determination of the new epoxy hardener.
References
1 Guenter, M.; Hilsdorf, H.K. Stresses due to physical and chemical actions in polymer coatings on a concrete substrate, Proc. Adhesion between polymers and concrete, Chapman and Hall, London, 8-21, 1986.
2 Raupach; M.; Wolff, L. Durability of adhesion of epoxy coatings on concrete; causes of delamination and blistering, Concrete Repair, Rehabilitation and Retrofitting II, 921-928, 2009.
3 Warlow; W.J.; Pye, P.W. Osmosis as a cause of blistering of in-situ resin floorings on wet concrete, Mag. Concrete Research 1978, Vol. 30, No. 104, 152-156.
4 Wisser; S.; Nachrichten, K. Behaviour of solvent-free epoxy resin systems on water absorbent concrete Surfaces, (Hoechst).
5 Defects in epoxy resin flooring, BRE Technical File, No. 14, 32-34, July 1986.
6 Pye, P.W. Blistering of in situ thermosetting resin floorings by osmosis, International Colloquium, ‘Industrial Floors’, Esslingen 1995.
7 Stenner; R.; Magner, J. Influence of moisture from substrate to blistering, International Conference on Polymers in Construction, 1995.
8 Pfaff; F.A.; Gelfant, F.S. Osmotic blistering of epoxy coatings on concrete, J. Protective Coatings & Linings,December 1997, 52-64.
For more information, contact Tushar Trivedi at tmt@incorez.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!