High-Throughput Experimentation in Rotational Rheology


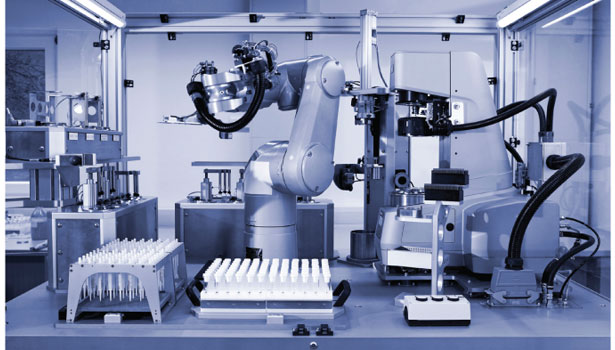
Figure 2: Robotic cell for high-throughput screening.
Figure 3: Automated workflow for coatings applications.



Figure 6: Measurement geometry after measurement of an interior latex paint.

Figure 7: Measurement geometry after cleaning.
According to DIN norm EN971-1, organic materials used to protect surfaces are referred to as coatings. Coatings are used for a variety of purposes: in addition to protecting against different environmental influences (e.g., UV radiation, acid rain, chemicals, etc.), they are also used to decorate both interiors and exteriors. Depending on usage, coatings require different properties. During manufacturing, the solid and liquid raw materials (binders, pigments, fillers, additives and solvents) must mix and stir well, and be pumpable and dispersible. The manufactured coating must be able to withstand all transport conditions and different environmental conditions while in storage without being damaged. This means that the pigments and fillers dispersed in the coating should remain in suspension and not begin to separate out (form sediment). The following criteria are of particular importance for coatings.
- Separation and sedimentation behavior at rest (long-term storage stability). Dispersed pigments and fillers may not remain in suspension and sediment out, creating a layer of sediment on the base of the container. To disperse these particles again requires much effort.
- Flow and pump behavior during the manufacturing process and application. The liquid raw materials and the coating itself are pumped through pipes during manufacturing and application. Knowledge of the flow behavior at different shear rates is important when setting up the pumps.
- Behavior when applied to a surface (leveling and sagging behavior). After application, the way the coating levels and sags is decisive for the end result. To ensure optimal leveling after application (using a brush, roller, roll or spray gun) the viscosity must not be too high (otherwise the coating will have streaks). However, the viscosity must not be too low in order to avoid sagging on vertical surfaces.1
All mentioned criteria, plus other additional structural behavior that is relevant for coatings R&D, are revealed using rheological techniques. Design of experiments and reduced time for product development cycles lead to an ever-increasing demand for rheological measurements. Increased throughput and reduced presence time of an operator in front of the instrument is therefore essential for an efficient workflow solution. One way to reduce the time needed for preparing and running a test is to employ sophisticated control of the rheometer and an intuitive user interface for the software. With such an approach the test can be preconfigured to run afterwards, fully automated, including data analysis. However, sample loading before and cleaning the fixtures after the test are still needed, which often take the longest time, during which the rheometer sits idle. In addition, loading and cleaning require frequent user interaction when multiple samples are to be run.
Although high-throughput screening technologies have been employed in a wide range of testing applications, in the case of rheological measurements there are only a few devices available. For example, micro rheological techniques have been employed by Breedveld and Pine for measuring aqueous block copolypeptide solutions.2 A combinatorial squeeze flow setup was described for the rheological characterization of asphalt.3 A prototype device consisting of an array of Couette cells with embedded permanent magnets moved by an oscillating magnetic field has been reported as well.4 Although these techniques are valuable for certain applications, they all lack the ability to test the samples with the flexibility provided using standard rotational rheometers.
The Automatic Sample Changer (ASC), introduced in 1997, incorporates a sample magazine and a cleaning station for the geometry.5 An air-bearing-supported motor head allows all kinds of rheological measurements, including oscillatory testing. The system is able to run up to 32 samples without further user interaction. However, in spite of the advantages of this system concerning the sample throughput and the variety of rheological test modes, it is limited to concentric cylinder geometries, a small temperature range and to liquid-like samples.
The limitations of the sample changer and of other devices for automated and combinatorial rheology led to the development of a fully robotically operated rotational rheometer. The aim of the development was to use a standard rheometer as well as the standard environmental control units and combine the rheometer with a standard robot arm system.
Description of the High-Throughput Rheometer
The main parts of the High-Throughput Rheometer (HTR) are a standard rheometer (Anton Paar MCR 502), a temperature control system and a robotic arm with six axes (Stäubli TX40). The rheometer itself employs an air-bearing-supported electronically commutated drive system (EC motor), allowing both stress-controlled as well as strain- and strain-rate-controlled testing.6 The instrument has a broad torque range from 2 nNm up to 230 mNm. The use of this rheometer enables all tests relevant for rheological investigations on coatings, i.e., frequency sweeps with both stress or strain control, creep and creep recovery, stress relaxation, step rate tests (also called start-up stress growth tests), steady-state flow and viscosity curves at low shear rates, temperature sweeps, etc. Moreover, complex measurement profiles combining different tests can be pre-configured. Thus the rheological testing options cover the full range starting from more standard quality-control routines up to sophisticated research applications.
The environmental system can be temperature-controlled by either Peltier, electrical or convection heating, depending on the exact application and the temperature range needed. In addition to the basic rheometer with environmental control and the robotic arm, devices for loading the sample and cleaning of the geometries are needed. The whole configuration depends on the type of application. In Figures 1 and 3 a typical setup for measuring liquid coating samples is depicted.
The robotic arm takes a sample from the sample tray and moves it to a bar code reader for identifying the sample, and afterwards to a dispensing unit, which in turn brings the sample onto a bottom plate of the parallel-plate measuring system. Then, the bottom plate itself is put into the rheometer by the robot arm. The rheometer head is moved down by the standard gap-setting motor of the rheometer. Finally, the Peltier hood, which facilitates a uniform temperature distribution within the sample by additional heating or cooling from the top, is also moved down with the help of a pneumatic device. After a predefined annealing time the rheological measurements are started. Once the measurement is finished the rheometer head and the Peltier hood are lifted up again. The robotic arm removes the upper and lower parts of the geometry and transports them to a cleaning station where the geometries are cleaned by a pre-configured cleaning program. The cleaning routine can be adapted for the special needs of the samples being tested. To further maximize the throughput, a second set of geometries is used. Therefore, while one set of geometries is being cleaned, new measurements are already in progress with the second set.
Sample loading and cleaning are crucial for reproducible results, since improper sample loading might lead to significant errors. In the case of dispensing the liquid sample onto the bottom plate, the exact amount of sample for the geometry used needs to be positioned exactly in the middle of the bottom plate. This can be assured by the use of a high-precision dispensing unit. The entire HTR operation is software controlled. In total, three software packages are operating together. An editor defines the whole measuring cycle, including the test protocol for the rheometer, the sample loading and the cleaning parameters. This editor software provides the input for the automation software, which itself controls the robotic arm, the loading and cleaning stations, and the rheometer software. The rheometer software is the standard software controlling the basic rheometer functions (RheoPlus software). The communication between the automation software and the rheometer software is done by the LIMS/SAP interface of the rheometer software. Measurement data are transferred to a database. The use of the standard rheometer software permits further automation within the individual test protocol for each single sample. For example, data analysis can be performed directly after each individual measurement is finished by employing the library of analyzing methods, which is already available within the standard rheometer software.
Experiments and Results
For validation of the HTR automated rheological screening procedure, the accuracy of the measured rheological data for coatings samples was verified. To do this, reproducibility experiments of the automated measurements and comparability tests to manual measurements were executed. To gain a completely automated screening workflow, the cleaning of the measurement geometries without cross contaminating the next sample is vital. Therefore, cleaning experiments on paint samples were performed.
Figure 4 shows the measurement reproducibility for a paint sample performed on the HTR. In addition, various coating samples were tested, and the complete reproducibility of the measurements was validated.
Figure 5 compares a paint sample that was measured in automated and manual modes. The blue and red graphs are the manual measurement results, whereas the green graph represents the automated measurement result. In addition to the represented measurements many different samples were tested for comparability, and all results gained resulted in total comparability between automatic and manual measurements.
Further, a comparison of the measuring plate of a latex paint sample before and after cleaning is shown in Figures 6 and 7. All material was completely removed from the measuring plate, and therefore no cross contamination of the next sample occurred. The suitability of the cleaning procedure was also verified using rheological measurements.
Conclusions
The combination of a standard research rotational rheometer with automatic sample loading and cleaning procedures enables rheological measurements for high-throughput screening. The use of a standard rheometer and standard temperature control system brings the full functionality, accuracy and modularity of the rheometer to high-throughput techniques for coating applications. The rheological test modes are not limited in any way. All test protocols offered by the basic rheometer can be performed in the high-throughput rheometer system. The sample handling and loading, as well as the cleaning of the geometries can be adapted to any coating samples. The described HTR system is believed to make a significant contribution to further reductions of product development cycles and increased levels of sophistication in quality and production control. n
References
- Paints and Coatings Application Note Anton Paar Germany, 2008, p 3.
- Breedveld, V.; Pine, D.J. J. Mater Sci.2003, 39, 4461.
- Patil, Y.P.; Senador, A.; Mather, P.T.; Shaw, M.T. Rheol. Acta2007, 46,1075.
- Walls, H.J.; Berg, R.F.; Amis, E.J. Meas. Sci. Technol.2003, 16 137.
- Automatic Sample Changer ASC Product Brochure Anton Paar Germany GmbH (1997).
- Läuger, J.; Huck, S. Proceedings of the XIIIth International Congress on Rheology, Cambridge, UK (2000), 3: 10-13.
This paper was presented at the 40th Annual Waterborne, High-Solids, and Powder Coatings Symposium, February 4-8, 2013.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!