Equipped for a Low-VOC Future




The story of tinting is not just about colorants and their ingredients; it is also about accurate dosing. While it is reasonably straightforward to fine-tune equipment for dosing water or other stable liquids by following established physical and chemical rules, accurate colorant dosing is much more difficult. Colorants are complex liquids comprised of many different raw materials, each with their own standards and chemical formulations. For tinting equipment manufacturers, this means having to design and produce dispensers capable of handling colorants from different sources and suppliers.
Recently, this situation has been further complicated by the introduction of colorants with fewer protective elements, such as glycol and other VOC-containing additives. Since VOCs have been deemed harmful to the environment, the VOC content in architectural coatings and, increasingly, in colorants, is being limited across the globe.
Paint manufacturers selling products in Southern California have to change colorant technology by 2014, when new regulations from the South Coast Air Quality Management District (SCAQMD) come into effect. These new regulations limit the permissible VOC content of colorants for architectural coatings to less than 50 g/L. It is expected that other parts of the United States will soon follow suit. Most paint producers are unsure about what to expect with regard to a colorant technology conversion. Most would like to be able to buy a low-VOC or VOC-free version of their current set and simply pour it into the canisters on top of their current colorant set. This may work – at first. However, it is far from a fool-proof solution since the composition of low-VOC colorants is different from that of VOC-containing colorants. Their effect on equipment will be different as well.
To make the transition to low-VOC colorants successful in the long term, it is vital to build a strong partnership with an experienced, comprehensive tinting system provider who understands both colorants and dispensing equipment. The transition to a low-VOC future should be seen as an opportunity to take a broader view of the situation and improve the overall performance of the complete tinting system. The analysis of the entire tinting process from color formula development to point-of-sale dispensing equipment will lead to new opportunities, from simple shop-level maintenance processes to establishing a plan for future investments in dispensing and mixing equipment.
Building on Past Experience
U.S. paint manufacturers can benefit from more than a decade of European market experience in the performance of low-VOC colorants in dispensing equipment. When low-VOC regulations for colorants were first introduced in Europe about 15 years ago, nobody – neither paint manufacturers nor colorant or equipment producers – had experienced the complexities of a colorant technology change, nor could they fully understand the impact on overall tinting system performance. It was impossible to predict how the modified colorants would behave inside equipment. At first, there were few problems. The new, low-VOC colorants were poured directly into the canisters, and the dispensers performed just as they did before. Over time, however, as the low-VOC colorants remained in the dispenser, it became obvious that the changes to the colorant formulations not only reacted differently with air contact, but they also had an impact on the overall mechanical function of the machines.
This raised the perennial question: where does the responsibility of the colorant producer end and that of the equipment producer begin? This troublesome point of who will take responsibility for the long-term success of a tinting system can only truly be resolved by selecting a comprehensive tinting system provider who is experienced in both colorants and equipment technology – particularly one with many years of experience in converting customers to low-VOC tinting systems.
Machine Layout Benefits and Drawbacks
The variety of colorant dispensers currently in the marketplace is quite broad, both in terms of basic mechanics and age. Both of these factors weigh heavily in determining the proper steps required to prepare existing equipment to successfully handle low-VOC colorants. However, the layout of the machine is an important consideration as well.
Before discussing the details of pump technology, it is important to understand the impact that machine layout has on both dispensing speed and colorant handling. There are two main layouts in the market, static machines versus turntable-based dispensers. Both are equally present in the market, and each has its benefits and limitations.
Static machines use the pumping group to move colorant from the canisters towards the central nozzle area where all the colorant circuits are funneled together. In dispensers with a static design, piping is used to transport the colorant to this central nozzle. By contrast, turntable machines work by physically moving each canister above the dispensing area, one at a time. The basic turntable design requires very little piping.
Both layout configurations can host the various pumping group types.Traditionally, gear- and bellow-based machines have a static layout, whereas piston dispensers have used a turntable setup. Recently, a new turntable machine employing bellow technology has come on the market, expanding the possibility to use the benefits of bellow technology in a simple dispense layout.
The advantage of the static layout is the speed of dispense. Not only does simultaneous dispensing become an option, but the customer does not have to wait while the turntable rotates to dispense each colorant individually (Figure 1). However, the use of piping and central nozzle has been one of the biggest challenges in handling low-VOC colorant types. Developments such as active humidification and re-circulation have allowed equipment manufacturers to overcome, if not even improve, the colorant’s life and chemical features.
The absence of piping in the turntable layout is helpful in reducing the possibility of drying, but it comes with a tremendous tradeoff in terms of performance and overall dispense speed.
Managing the Effect of Low-VOC Colorants on the Installed Base of Equipment
Dispensers mostly fall into a limited number of mechanical technologies, which are easily identified by the type of pumping group they utilize. There are a large number of gear and piston pump machines in the field today. Some of this equipment dates back more than a decade. More recently, equipment featuring bellow pump technology has become increasingly common in many markets due to its flexibility. It is impossible to apply a “one solution fits all” approach for a successful transition to low-VOC colorants.
Determining the best way to prepare the currently installed machine base is where past experience converting customers to low-VOC colorants in other regions, such as Europe, can play an important role in developing the best plan forward. The age and current performance of existing units versus the ability to invest in new equipment, options for retrofitting, plus the ability to implement more intensive maintenance and service routines must all be taken into consideration in order to determine the best solution for how to support existing equipment.
Converting from glycol-containing to low-VOC colorants provides an opportunity to assess the functionality of the complete tinting system to ensure its long-term strength. While a paint producer’s technical and management teams are making decisions regarding which low-VOC colorants they will use, it is also important to engage operations in the overall conversion process to ensure the development of a long-term plan to manage and service the dispensing equipment.
Gear Pump Dispensers
The split between dispenser technologies is extremely relevant, since each behaves differently when exposed to new colorant types. Gear pump machines represent the top of the line in dispensing equipment with respect to performance in terms of speed and productivity. They have been present in many different markets for more than 20 years. In North America, these units are often found in large DIY retail outlets, high-volume professional stores and distribution centers.
Over the past decade, many generations of gear pumps have been developed; each version becoming better than the last. The latest generation of gear pump dispensers purchased within the last several years has been manufactured to accommodate the changing formulations and should be suitable for most of the newer colorants.
Today’s gear pumps are made of high-quality materials like special coated cast irons, and even more advanced stainless steels or ceramic materials. Newer-generation pumping groups incorporate special seal barriers that prevent the destruction of materials from the aggressive nature of low-VOC colorants, deterring leakage and minimizing the associated mistints.
Various generations of gear pumps were tested to compare the wearing effects on the mechanical parts when exposed to abrasive, low-VOC colorant formulations (Figure 2). Older-generation pumps clearly show a very steep drop in accuracy over time, with a loss in volume dispensed.
Many technical solutions have been developed to improve the resistance of older-generation gear pumps to wearing and/or reduce the mechanical erosion that can be caused by the newer colorant types. Retrofitting is a possibility, but the costs can be substantial. Careful consideration should be given to investing in newer equipment that can provide a host of additional benefits and longer service life.
Bellow Pump Dispensers
The increasing use of bellow pump dispensers around the world can be attributed, in part, to the ease of which an optimal cost/performance ratio can be achieved. Both the purchase price and maintenance cost per circuit have proven to be quite beneficial since their first introduction around 12 years ago.
Due in part to the durable, advanced material they are made of, bellow pumps have proven to be extremely effective in handling the change to newer colorants. The absence of mechanical stress and compression points allows for a wear-free flow of colorant through the bellow pump.
Bellow pump technology is undergoing a second youth with its expanding application to turntable dispensers and the possibility to match it to the recirculation function on more sophisticated dispensers; both solutions provide effective handling of low-VOC colorants and offer flexibility to match the needs of the paint retailer (Figure 3).
Static machines with this pumping technology also allow for a mix of sequential and simultaneous dispensing methods for improved speed, while maintaining a good price/performance ratio on the overall machine.
Piston Pump Dispensers
The third main style of dispensers is based on the oldest pumping technology – piston pumps. These resemble and work much like a syringe. Piston pumps require few mechanical actions for an effective dispense, therefore allowing a good handling of low-VOC colorants. In addition, the limited amount of piping aids in successful dosing of troublesome colorants (Figure 4).
In the case of piston pump technology it is important to keep nozzle tips clean to avoid colorant build-up when using low-VOC colorants. In automatic piston pump machines, brush cleaning systems have been introduced that work on cycles as the turntable moves for each colorant dispense.
Another important development recently introduced for piston-based equipment is the ability to adjust the suction and dispense speed for different colorants. Some low-VOC colorants tend to have a high viscosity and need to be moved from the canister to the pump liner in a slower way to avoid the cavitation effect, which introduces air into the colorant during the upward movement of the piston. The presence of air is the greatest cause of mistints in piston pump dispensers. Transferring the colorants in a more careful and customized way reduces these issues.
Manual Dispensers
Manual dispensers represent a large portion of tinting equipment currently being used in the North American market. This equipment can date back several decades, and needs to be considered in most colorant technology conversions.
Manual machines are apt to require more daily maintenance operations in order to ensure smooth operation and avoid the problem of colorant drying at the tips. A big down side of manual dispensing is the slow nature of the tinting process, which leaves the customer waiting at the counter. In addition, manual machines are susceptible to mistints caused by human error; this in turn leads to customer dissatisfaction and increased operating costs. Disposal of mistints is becoming increasingly problematic as more regions treat them as hazardous waste products.
The Move to Automatic Tinting
As previously stated, the conversion to low-VOC colorant technology provides the perfect opportunity to improve the performance and efficiency of the tinting system as a whole. The benefits of moving to an automatic tinting system should not be overlooked during the process. The primary benefit to automatic dispensing is being able to achieve an ideal and accurate colorant dispense based on the most efficient formulation and being able to repeat those results again and again. Automatic tinting systems reduce the possibility of human error in the dispensing process, as the function is controlled by automated software. There are tremendous advantages inherent to the new software programs, including the opportunity to capture and store customer data and drive future purchases.
The increased accuracy and minimal shot size that can be achieved by automatic dispensers allows for a greater breadth and richness in achievable color shades. The precision and color variety available through automatic tinting is essential for serving the lucrative architectural and interior design market. Being able to accurately produce the subtle variations in shade that differentiate a professional color proposal is vital for serving this prestigious and discerning customer; it also drives sales of the higher-end paint products.
Recent achievements in precision colorant dosing have spurred the marketing of paint samples to retail customers. These have grown increasingly popular as samples take the worry out of color selection. Custom colors in sample-size containers are available on demand at nearly all big box outlets in the United States. In order to compete effectively for retail customer business, all paint shops need to have the capability to produce small samples of tinted paint product.
Ensuring Future Business Health
The North American market can fast forward through some of the pitfalls and learning curves encountered during the European conversion to low-VOC colorants. Experienced equipment providers can now propose numerous options of adapting equipment to avoid problems with low-VOC colorants. Generally, when deciding whether your tinting system is fit for a VOC-free future, you need to ask yourself several questions:
• How old is my equipment?
• What is the make-up of my colorant set?
• How often do I tint?
• How much paint is tinted in each of my stores?
The answers to these questions will affect the decision as to whether you can afford to maintain your currently installed base, or whether it makes better business sense to consider making a larger capital investment now for the future health and competitiveness of your business. When facing this choice, it is useful to know about new innovations available in the latest generation of dispensing equipment technology.
Equipment Age
Even more so than the pumping group type, machine age is a strong determinant as to how it will handle the switch to low-VOC colorant technology. New equipment requires capital investment, but offers the advantage of the new functionalities that have been designed from the ground up to handle the new colorant technologies.
Newer equipment technologies can reduce colorant waste and mistints by automatically keeping circuits clean and colorant fresh. New components are designed to withstand a wide variety of colorant families. Functional machine enhancements, such as recirculation, allow many colorant types to retain their physical and chemical properties over time.
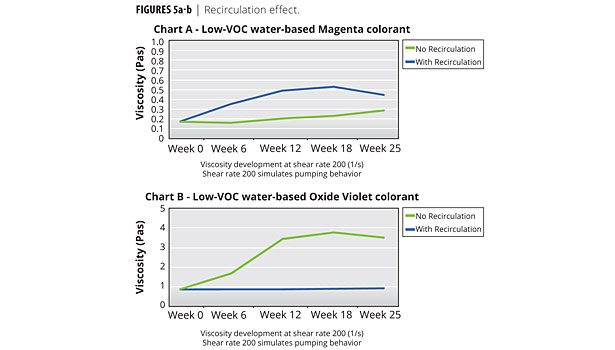
Not all colorant formulations, even within a given colorant set, behave the same way in the dispenser. The results shown in Figures 5a and 5b illustrate the effects of recirculation among different low-VOC colorants. In Figure 5a, the use of recirculation worsens the colorant formula properties with an increase in viscosity. By contrast, the same colorant performs well in the machine without recirculation. Figure 5b illustrates the exact opposite situation, where the use of recirculation avoids a dramatic viscosity build-up for this colorant type. Intensive testing allows experienced manufacturers to configure the dispenser properly according to the needs of each individual colorant.
The components used in newer equipment allow for longer machine life cycles, while reducing downtimes that are so harmful to business bottom lines. Service interventions and routine maintenance can be quickly performed with readily available spare parts that may be common among different machine families. This in turn reduces stock inventories along with time and money spent on technical assistance.
Answers to questions like “How much paint is tinted at the store level?” and “What are the primary colorants used in the most popular color formulations?” can drive the use of smaller canister sizes in the machines for certain colorants.
High-turnover colorants usually cause fewer technical problems over time as the colorant is continually being refreshed in the canister, where colorants that are used infrequently or in small amounts tend to age and degrade inside the canister. Selecting a smaller canister size for these less used colorants is important to encourage refilling at more frequent intervals for the best possible performance.
New Generation of Equipment
A globally experienced integrated tinting supplier like CPS Color provides access to a wide range of tinting solutions to satisfy many different business needs. Solutions range from economical, easy-to-use, entry-level machines that satisfy lower productivity demands, to top-of-the-line machines that operate at high accuracy and volume levels and everything in between.
Modern dispensers offer significant advantages in many areas such as speed, precision dosing, colorant handling, machine serviceability, ergonomics and even power consumption. Exactly which dispenser is the right choice depends on the individual business objectives of the paint manufacturer. But whatever the needs of the individual business, it makes sense to choose a supplier with a broad range of equipment and well-established colorant technologies with a proven history of market performance. Only a supplier with this breadth of product offering and knowledge can truly provide objective, comprehensive advice for low-VOC conversions.
Service-oriented, full system suppliers invest heavily in R&D to keep their equipment up to date and to be in a position to offer their customers not just a workable solution, but also significant improvements.
Well Equipped for a Low-VOC Future
In the next two years, U.S. paint manufacturers will have to cope with the demands of changing their colorants to conform to environmental regulations. They will also need to address the effect that this change will have on their equipment. Working in partnership with a comprehensive tinting system provider doesn’t just ensure that manufacturers will have access to the very latest technological innovations. Most importantly, it means that the chosen partner will take long-term responsibility for both the colorants and the equipment: delivering practical, need-based solutions for the long-term success of the overall tinting system.
In the final article of this series, we will look at the actual conversion process in more detail and discuss the steps required to ensure a successful conversion project. We will discuss lab services such as color formula development and base paint compatibility, software upgrades and integration, and service needs like field change over management.
For additional information, contact Jason Burris, Technical Account Manager, Equipment, CPS Color, at 800/728.8408, ext. 490.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!












