Removing Coatings with Cornstarch
Recent evaluations and demonstrations of corn-based blasting media have proven successful for coatings removal from delicate substrate materials.


Removing and selectively stripping coatings is a routine part of maintenance, repair and overhaul activities at many Navy facilities. During the process, delicate substrates, such as composites and thin aluminum alloys, can be damaged very easily. These damaged substrates require rework, impede the performance of military aircraft and result in reduced product life. To prevent damage while removing coatings, maintenance workers use chemical strippers and manual removal methods, such as pneumatic hand sanding. These methods may reduce damage to the substrates, but they can release solvent vapors into the atmosphere, generate hazardous waste, and expose workers to potentially unsafe working conditions. For these reasons, the Joint Services needed to identify and implement environmentally preferred methods to replace chemical strippers and labor-intensive manual coating removal methods for delicate substrates.

The U.S. Navy, Naval Surface Warfare Center Carderock Division (NSWC-CD), in conjunction with the National Defense Center for Environmental Excellence (NDCEE), targeted several technologies that might protect workers and the environment while effectively removing coatings from delicate substrates. Following evaluations of the technologies, a corn hybrid polymer (CHP) blast media (eStrip™ GPX) was deemed more effective than any of the other alternative processes. The Navy contracted with the NDCEE to further evaluate and demonstrate the CHP process on delicate substrate materials and to transfer the technology into Department of Defense (DoD) facilities should it prove to be viable.

Evaluations
During the evaluations, the CHP coatings removal process demonstrated several significant advantages over other removal techniques:
- Low Blast Pressure. Blast pressures typically range from 20-35 pounds per square inch (psi), depending on the coating system and substrate material. At these low pressures, coatings can be successfully removed without damaging the substrate.
- Reduced Waste Generation. The CHP media can be recycled, on average, between five to 10 times before it is spent. The media actually performs optimally after the first few cycles, as it breaks down and forms its sharply defined edges.
- Drop-In Replacement. The process can be used in standard light abrasive equipment. It also can be considered as a drop-in replacement for many plastic media blasting (PMB) systems, as it meets MIL-P-85891 for Type VII media.
- Environmental Stewardship. CHP is 100% organic, non-toxic, and biodegradable. In addition, the CHP coatings removal process meets DoD environmental, pollution prevention and toxic chemical use reduction requirements.

A proof-of-concept evaluation of CHP was conducted at Naval Station Mayport, FL, in February 2006 to determine whether the CHP process satisfied U.S. government requirements for efficiently removing coatings from selected delicate substrates without causing damage. The evaluation was hosted by the Southeast Regional Maintenance Center (SERMC), the Aircraft Intermediate Maintenance Department (AIMD), and the Environmental Division at Naval Station Mayport. Attendees at the evaluation included those from:
- The U.S. Navy (Naval Station Mayport, Naval Air Depot [NADEP] Jacksonville, FL, Naval Submarine Base [NSB] Kings Bay, GA Trident Refit Facility [TRF])
- The U.S. Air Force (Robins Air Force Base [AFB], FL)
- The National Aeronautics and Space Administration (NASA) (Kennedy Space Center, FL, Acquisition Pollution Prevention [AP2]).

The coatings removal evaluation was collaboratively coordinated by NSWC-CD and NDCEE personnel. Archer Daniels Midland (ADM), the manufacturer of the CHP media, and Midvale Environmental Technologies, the distributor of the CHP media, conducted the evaluation inside Midvale’s mobile demonstration facility (see Figures 1 and 2), where the media was collected and recycled.

The CHP process performed successfully on the majority of delicate substrate materials that were evaluated, providing coatings removal rates that were either equal to or better than those achieved by the current coatings removal processes without incurring any visual damage to the substrate materials themselves. The composite materials from which coatings were removed included fiberglass, carbon-epoxy, aramid (Kevlar®), polyester, thin aluminum, titanium, carbon graphite and others. The components included:
- Radar domes (radomes)
- Aircraft speed brakes
- Helicopter blades
- Propeller spinner caps
- Passive Counter Measure System (PCMS) radar-absorbing material, surface ship life raft shells
- NASA Shuttle panels
The process parameters that needed to be optimized for each component included blast pressure, stand-off distance and impingement angle.

Materials Tested
As part of the evaluation, project stakeholders contributed materials to be subjected to the CHP removal process. These materials included the following items:

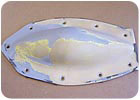
- A P-3 Orion aircraft radome panel was provided by NADEP Jacksonville. The P-3 radome is composed of a polyester fiberglass substrate and was coated with a MIL-PRF-23377 epoxy primer and a MIL-PRF-85285 polyurethane topcoat (see Figure 3). Currently hand sanding and chemical stripping techniques are used to remove coatings from P-3 radomes. During the CHP evaluation, the coatings were removed at a rate of 12 square feet per four (ft2/hr), with no resulting substrate damage (see Figure 4). It is estimated that 34 hours of sanding/chemical stripping per radome could be replaced by seven hours of CHP coatings removal.
- MK-92 surface ship radome panels were provided by SERMC, Naval Station Mayport. The radome is composed of a honeycomb fiberglass substrate (single honeycomb layer on the upper portion of the radome and a double-layered honeycomb on the lower portion of the radome) (see Figure 5). An enamel coating was deposited on the substrate. Coatings on the MK-92 radome are currently removed via hand sanding. During the CHP evaluation, the coatings were removed at a rate of approximately 32 ft2/hr, with no resulting substrate damage (see Figure 6). It is estimated that 62 hours of hand sanding per radome could be replaced by eight hours of CHP coatings removal.

- A SH-60B Blackhawk helicopter blade was provided by the AIMD at Naval Station Mayport. The blade was composed of a titanium, fiberglass, and carbon graphite matrix composite substrate and the coating system consisted of polyurethane. On one section of the blade the coatings were removed to the primer at a rate of 29 ft2/hr, and on a separate section the coatings were removed to the substrate at a rate of nine ft2/hr, with no resulting substrate damage in either case (see Figure 7). At the AIMD, hand sanding is used to remove coatings from small sections of the blades (i.e., approximately 2 ft2). At the AIMD alone, it is estimated that a two-hour hand sanding job per blade could be replaced by five minutes of CHP coatings removal. Significantly greater savings may be realized at both U.S. Army depots and U.S. Navy aviation repair facilities, where most helicopter blade maintenance and overhaul is completed and where hand sanding is used extensively.
- Several sections of Type 3R PCMS radar-absorbing material were provided by SERMC, Naval Station Mayport. With the CHP process, average coatings removal rates of 35 ft2/hr were achieved, with no resulting damage to the tiles (see Figure 8).

- A F-18 Hornet antenna cover was provided by NADEP Jacksonville. The antenna cover is composed of an epoxy fiberglass substrate and is coated with an epoxy primer and polyurethane topcoat. During the evaluation, the topcoat was removed at a rate of 11 ft2/hr, with no visual damage to the component (see Figure 9).
- A C-130 Hercules propeller spinner cap was provided by Robins AFB. The spinner cap is composed of a fiberglass substrate with an electrical wire matrix embedded inside. The coating system consists of white surface PM 8-W-5 primer and a polyurethane erosion resistant topcoat. During the evaluation, the coatings were removed from the substrate at an average rate of 10 ft2/hr, with no resulting substrate damage (see Figure 10). It is estimated that 16 hours of hand sanding per spinner cap could be replaced by one hour of CHP coatings removal.
Pursuing Implementation
Following the proof-of-concept evaluation, the team completed a cost analysis to quantify the potential cost savings that could result from replacing the current removal processes with CHP. The data were provided by the respective stakeholders and Midvale Environmental Technologies, and they included labor, material and utility costs. The analysis indicated that implementing the CHP coatings removal process could result in cost avoidances from $20,000 to more than $1.5 million annually, depending on the throughput of the components.

Based on the successful results of the proof-of-concept evaluation, personnel from NSB Kings Bay TRF requested that a separate CHP coatings removal demonstration be conducted at their facility. The demonstration was completed in March 2006 within the existing blast booth at NSB Kings Bay TRF. During the demonstration, the coatings were removed from several Trident submarine components. NSB Kings Bay TRF personnel participated in the coatings removal activities and deemed the process to be very effective and easily transferable to their facility. Following the demonstration, NSB Kings Bay TRF personnel continued to use the CHP media and are currently pursuing its implementation as a replacement for the PMB and hand sanding methods that were previously being used at their facility.

The CHP coatings removal process has proved to be so successful that several facilities are actively pursuing implementations. Naval Station Mayport is currently installing two new booths (i.e., one for SERMC and the other for AIMD), which are to be dedicated to CHP coatings removal. Robins AFB has received approval to install two new booths for CHP coatings removal, and NADEP Jacksonville is currently conducting some additional assessments and has generated estimates for implementation costs. The NDCEE plans to coordinate with all of these facilities, as well as others, to conduct a full demonstration of the CHP coatings removal process. The full demonstration is tentatively being planned for September-October 2006 and will include any additional qualification testing (e.g., mechanical testing, microscopic analyses) that is required by the individual platforms prior to implementation.

This work was funded through the Office of the Assistant Secretary of the Army (Installations and Environment). More insights into the use of cornstarch as a blast medium for environmentally friendly paint removal in the Navy and elsewhere can be found in “Navy Evaluates Cornstarch As An Alternative Blast Media: Results From First Demonstration Are Encouraging” and “Cornstarch & The Coast Guard: Using An Environmentally Benign Substance to Remove Paint” in the winter 2005 issue of Currents - The Navy’s environmental magazine. These articles can be found in the Currents archives via the Naval Air Systems Command’s environmental web site at www.environavair.navy.mil.
For more information, contact Bob Tierney, Naval Station Mayport, FL, 904,270,6730, ext. 204, or robert.j.tierney@navy.mil; or Brad Biagini, Concurrent Technologies Corp., National Defense Center for Environmental Excellence, 814.269.2840, biaginib@ctc.com.
Editor’s note: This article was reprinted with permission from Currents. To subscribe to the magazine or browse the Currents archives, visit the Naval Air Systems Command’s environmental website at www.enviro-navair.navy.mil. Currents is also available on the Defense Environmental Network & Information eXchange (DENIX) at www.enviro-navair.navy.mil. Currents is also available on the Defense Environmental Network & Information eXchange (DENIX) at www.denix.osd.mil through the “Public Menu” and the “Publications>Navy” link.
Inclusion of any product or service in any Currents feature article does not constitute an endorsement by the Navy. The Navy encourages all readers to check with the appropriate supervising authority prior to using any product or service mentioned in the magazine.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


