A Clean Spray
Manufacturers are constantly challenged to reduce costs and increase productivity to remain viable in today's hyper- competitive marketplace. This is especially true for companies that apply paint or other finishes to their products.
Despite their widespread use, traditional high-volume low-pressure (HVLP) spray gun designs can hinder the coatings operations manager from achieving optimum levels of efficiency and productivity. Even the best HVLP products can produce booth fog and overspray, resulting in wasted materials and added cleanup time. In addition, HVLP guns are more likely to provide poor finish quality and are not ergonomically friendly.
Recently, a new spray gun technology has been developed that can allow manufacturers to achieve higher quality finishes while reducing costs and improving employee productivity.

The smoothly curved chambers of the laminar airflow technology facilitate efficient air and material flow.
Traditional HVLP Gun Limitations
The internal design and construction of a spray gun largely determines its performance. Most HVLP gun bodies are based on conventional air spray (CAS) designs that were optimized for high inlet pressures. To avoid massive design and retooling costs, many spray gun manufacturers simply adapted these designs to meet modern HVLP regulatory requirements, despite the potential drawbacks.Many of today's HVLP guns still suffer from these original design limitations. For example, incoming compressed air is forced through a series of sharp twists, turns and junctions as it makes its way through the gun, creating turbulent airflow. Since turbulent air is more difficult to move, higher pressures are required at the base of the gun. It is not uncommon for an HVLP gun to require 30 psi or more at the base of the gun to produce 10 psi at the air cap.
Many HVLP guns also incorporate air chambers that change in diameter throughout the gun. These changes, coupled with unnecessary obstructions from fluid needles and fan pattern valves, combine to create even more turbulence inside the gun. When a large volume of turbulent air is ejected through the air cap, the air combines with the coating material in an explosive decompression that carries atomized coating material in all directions. This is the primary cause of paint booth "fog" (see Figure 1).
All traditional HVLP guns are designed to use high volumes of air to sufficiently atomize coating materials. Unfortunately, with nowhere else to go, this air has a tendency to bounce back at the operator or swirl off to the sides of the target - carrying even more material with it into the surrounding air. Figure 2 illustrates an actual HVLP spray pattern after it has hit a flat target, demonstrating this "blowback" effect.
In addition, if the excess air is unable to escape to the sides, it may become trapped in the paint, leading to sagging or dripping when a thick paint film is applied. This effect forces many operators to slow down and recoat the same area multiple times to achieve the desired paint thickness without affecting finish quality.
Other problems encountered by manufacturing businesses that use HVLP spray guns include:
Significant costs. For any manufacturer, cost containment is an important part of the production process. Unfortunately, few operators in the coatings business understand that paint booth fog and overspray are the number one cause of material waste. Traditional HVLP guns clearly achieve greater transfer efficiencies than older high-pressure CAS guns. However, as much as 40 to 60 percent of the material can still be wasted due to overspray and excessive paint fogging. The fog created by HVLP guns also requires more frequent spray booth air filter changes, which can cost manufacturers several hundreds or thousands of dollars each year.
Poor finish quality. Due to federal environmental laws established in the 1990s, operators are often required to use coatings with a low volatile organic compound (VOC) content. These materials have a high solids content and are generally thicker and more difficult to spray. Since air turbulence inside typical HVLP guns is very high, controlling the atomization of these materials is difficult. The result is a spray column with uneven droplet sizes and inconsistent material densities. These factors ultimately affect the operator's ability to apply a consistent film thickness across the entire substrate, making sagging, dripping and orange-peel more likely.
Unhealthy work environment. The paint overspray generated by HVLP guns can present a health risk to workers. Workers have also reported that unbalanced or front-heavy spray gun designs increase the likelihood of fatigue, as well as a host of hand- and arm-related injuries. Most HVLP guns have relatively long barrels with heavy air caps and fluid tips, which leads to a tendency to drop the tip of the gun, especially toward the end of a long work day when fatigue may set in.
Production limitations due to permit constraints. In certain regions with poor air quality, regulatory agencies limit the amount of volatiles that manufacturers can release into the atmosphere. Since HVLP designs produce large amounts of overspray and fogging, manufacturers that use these guns may find their ability to increase production hampered by the air quality limitations of their existing operating permits. Petitioning for an increase in emissions, if allowed at all, can be a long and costly process.

Figure 1. Sharp-cornered gun chambers in HVLP guns create turbulent air that wastes coating materials and can reduce finish quality.
Spray Gun Advances
The first mechanical spray gun was invented more than 100 years ago. Atomization designs in use today were originally developed in the 1930s, when the most significant achievement was the development of the industrial air compressor that allowed spray guns to atomize paint into a consistent mist, an essential process for a high-quality finish.Beginning in the 1970s, the U.S. Environmental Protection Agency (EPA) established limits on the amount of VOCs that could be expelled into the atmosphere, forcing many finishers to modify their gun designs to accommodate lower air pressures. However, this new standard created finish quality problems that were especially prevalent with high-solids material formulas. For some manufacturers, their only recourse to maintain high-quality finishes was to ignore the regulations and increase the amount of air pressure through the spray gun. While this technique effectively handled the thicker paint, it exacerbated the amount of overspray, resulting in greater amounts of material waste and emissions, increased health risks, and higher operating costs.
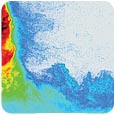
Figure 2. This particle image velocimetry (PIV) image illustrates an actual HVLP spray pattern (at 10 psi air cap pressure) after it has hit a flat target, demonstrating the "blowback" effect.
A New Design
The new laminar airflow technology was developed to overcome these challenges. The design incorporates a combination of straight and smoothly curved internal chambers that minimize restrictions and improve the flow of air and material through the gun (see the illustration on p. 10).The new design delivers a precise amount of material to the targeted surface, producing a superior quality finish and significantly reducing costs by minimizing overspray. It also reduces paint fogging that can result in an unhealthy working environment, and it allows for an ergonomically balanced and lighter gun that reduces worker fatigue. The flexibility gained by the gun's compact design also provides greater control, making it highly suitable for working in tight spaces or on projects requiring substantial hand and arm movement.
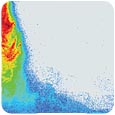
Figure 3. This PIV image shows how a laminar airflow spray gun (at 10 psi air cap pressure) reduces the material leaving the spray column, lowering the potential for any blowback onto the operator.
The Benefits of Laminar Airflow Technology
Gun designs based on laminar airflow technology can provide significant benefits for manufacturers, including lower operating costs, improved finish quality, reduced health risks and the ability to expand operations without re-permitting.Lower operating costs. The advanced laminar airflow design can supply extremely high transfer efficiencies at less than 10 psi air cap pressure, providing a materials savings of up to 60 percent compared to HVLP technologies. The gun's lower pressures and airflows mean that a greater amount of material reaches and adheres to the target area, resulting in less fluid waste and lower production costs. The higher transfer efficiencies also reduce the amount of atomized particles released into the air, resulting in half as many filter replacement cycles. In addition, a spray gun designed with advanced laminar air flow technology can be used for a wide range of materials, such as primers, base coats, clear coats, sealers, epoxies, urethanes and even latex paints. This flexibility eliminates the need for operators to purchase multiple guns for multiple coatings.
Since laminar airflow guns use lower volumes of compressed air at lower pressures, the air compressor can run less frequently, lowering electricity costs. Other cost-saving factors include less tape masking preparation around the target, shorter cleanup periods and longer-lasting parts.
Improved finish quality. The low volume of air used by laminar airflow guns means that less air is trapped behind the coating material as it hits the target. Because very little air is entrapped in the coating, sagging and orange peel are virtually eliminated. The smooth operation of the technology also greatly reduces static buildup and prevents foreign air particles from being drawn into the spray column.
Reduced health risks. Since laminar airflow guns reduce the amount of material used, fewer VOCs and other potentially hazardous air pollutants are released into the workspace. As a result, operators are exposed to less oversprayed material, thereby reducing health risks. This benefit can translate into a healthier work force and greater productivity. Figure 3 (p. 13) shows how laminar airflow reduces the material leaving the spray column, lowering the potential for any blowback onto the operator. With lighter weight and an ergonomically balanced handle, laminar airflow guns can also reduce injuries, such as repetitive stress problems.
Growing operations without re-permitting. The efficient design of laminar airflow guns reduces emissions into the surrounding atmosphere, helping companies to comply with air quality regulations and minimizing the possibility of operating fines. These increased efficiencies might allow businesses to use existing permits to expand current production lines without petitioning regional air quality authorities to allow increased emissions.
Improved Finishing
Many of the advances in coating materials and spray gun equipment over the past few decades have been in response to air quality regulations. Coatings have been reformulated to reduce the level of VOCs released into the air, but spray guns have not made the same level of progress. Any changes to the technology have been evolutionary and demanded by regulations.The solution was to think beyond the original problem and harness air and fluids to improve transfer efficiency. The resulting laminar airflow technology can allow finishers to spray any type of fluid without sacrificing air quality, while also reducing waste, lowering operating costs and improving finish quality.

Case Study:
Increasing Quality and Efficiency at Boville Industrial Coatings, Inc.
Boville Industrial Coatings, Inc., Smithville, Ohio, is a family-owned organization that provides custom industrial coating services to a variety of clients, including wheel, industrial equipment, truck and window manufacturers.In October 2005, the company began looking for ways to reduce its finishing costs without compromising work quality for its customers. At the time, the company was using pressure-feed spray guns on which the wall regulator pressures had to be set as high as 60 to 80 psi to achieve the proper atomization. At those pressures, the material loss from overspray and booth fog was extremely high. In addition, Boville primarily sprays high-solids Class B industrial coatings, and the older spray gun technologies could not always adequately atomize the paint.
After hearing about the laminar airflow spray gun from a customer, owner Larry Boville, Jr. requested a demonstration. He was immediately impressed with the efficiency of the new gun - not to mention the material savings, which averaged 15 to 30 percent compared to his existing HVLP guns.
He then tested the spray gun on a critical project for a large tractor-trailer manufacturer. The results, according to Larry, were "amazing." Where the company's existing pressure-feed spray guns required wall pressures of 60 to 80 psi, the laminar airflow spray gun required only 34 psi. Atomization was excellent at these lower pressures, and the laminar airflow gun delivered a much higher transfer efficiency.
The company installed the new gun in January 2006. According to Larry, the investment paid for itself within several weeks.
Boville has also realized additional savings. For example, with the laminar airflow spray gun, filters require replacement only about half as often as with HVLP. Substantial labor savings were also achieved, as an estimated 50% less time is now spent cleaning the booth, equipment and the operators themselves at the end of the day.
The company has been equally impressed with the guns' flexibility to handle products of different sizes and coatings with a wide range of viscosity and solid content.
"We have the worst- and best-case scenario: We paint items with one large part and items with as many as 450 small parts. The new gun works great with them all," Larry said.
Of course, a true test of a spray gun's capabilities occurs with the operators who use it day-in and day-out. In this case, Boville's operators maintain that the laminar airflow gun is much more comfortable and easier to use than conventional air spray and HVLP guns, and there is less user fatigue because the new gun's weight is more balanced.
What to Look for in a Spray Gun
When comparing spray gun technologies, it is important to evaluate the following essential issues before making a decision.Transfer Efficiency - Does the gun offer a significant improvement in transfer efficiency over your existing gun? Many guns claim to increase transfer efficiencies, but a true breakthrough technology should offer at least a proven 15 to 40 percent materials saving. Ask for a trial or demonstration to review the transfer efficiency improvement for your specific application.
Range of Coatings - Does the solution support the range of coatings needed for your manufacturing operation? Does a single configuration support a range of both low- and high-viscosity material, as well as many different paint formulations, including lacquers, urethanes, epoxies, latex paints and chemical agent-resistant coatings?
Ergonomic and User-Friendly Design - Will the gun's design reduce stress on the operator? Ideally, the gun should weigh 15 ounces or less and should not be "front heavy" in design.
Cost Reduction - Does the spray gun technology substantially reduce material usage costs? Look for documentation that can demonstrate clear cost savings of at least 15 percent over your current coating method.
Environmental Hazards - Does the spray gun design have a proven track record in reducing total VOC output? Be sure to ask for case studies to substantiate any claims.
Regulatory Compliance - Does the gun meet or exceed regulatory standards, and can it be used in your industry without special permission from local air quality officials?
Number of Moving Parts - How does the gun design translate into easier maintenance? How many parts does the gun have, and how often will they wear out under normal use? Be sure to ask how easy it is to service the gun.
Accessible and Knowledgeable Staff - Does the gun manufacturer have a dedicated team of specialists available in your area? Do the salespeople have knowledge and background in the paint and coatings industry so that they understand your business and your needs?
Compatibility and Return on Investment - Is the gun design compatible with your existing air delivery and fluid distribution equipment? Does it require switching standards or configurations, or involve investing in new air compression equipment?
Source: DUX Area, Inc.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



