The primary goal of the powder development effort for medium density fiberboard and wood has been to provide a powder coating process that does not compromise end-user expectations for hardness, durability, moisture resistance, color and luster. Aggressive development of both thermoset and UV-curable powders reflects an understanding of the commercial potential. The majority of interest at this time is primarily from manufacturers of engineered wood products, such as kitchen cabinets, ready-to-assemble furniture and high-end office furniture.
Compared with natural grain woods, powder coating for the engineered-woods (MDF and HDF) market at this point appears to have the most potential for growth. Due to the benefit of a homogeneous structure, MDF is an ideal substrate for powder coating, resulting in a high-quality finish that has been achieved in practice and in production. This portion of the wood-coating market easily has the potential to be as large as today's metal-coating market.
Specific MDF user markets that have been penetrated successfully to date are office (and institutional) furniture manufacturers, producers of store fixtures and displays, and kitchen-cabinet manufacturers.
Proven technology-powder on MDF processes
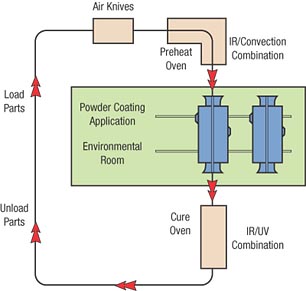
Please note that the author does not endorse or show preference to any one material and/or process when discussing both UV powder and thermoset powder for MDF. Both are proven technologies currently being used in the production and finishing of MDF.The UV process for powder coating MDF (Figure 1) has indeed garnished more publicity to date, due to its shorter cycle times and reduced floor-space requirements. In contrast, the cycle times and equipment (gas convection ovens) utilized in the thermoset powder coating process mirror those of the powder-on-metal process. Because of the shorter cycle time and reduced floor space requirement for the cure oven for UV powder, this translates into far less floor space for the overall process.
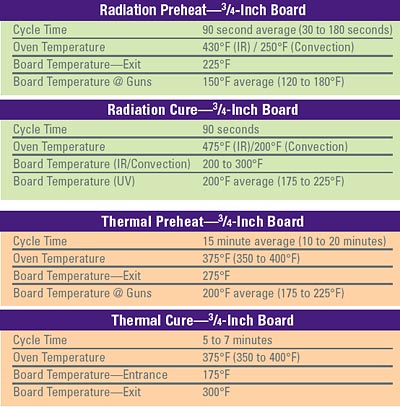
Typically, the boards to be coated are hung on an overhead conveyor and then preheated in a hybrid electric IR/gas convection oven for less than two minutes to achieve a board substrate coating temperature of approximately 225°F. The boards are then powder coated at a line speed that is predetermined by the amount of preheat and cure time required. To cure the paint, the boards then enter a hybrid oven (electric IR/gas convection/UV) where the coating melts, or "flows out," for approximately 1.5 minutes.
During this melt stage, the board's substrate peak temperature can range anywhere from 200 to 300°F. After the melt stage is complete, the board will then continue on to the UV curing stage for final curing and hardening of the powder. After the UV curing stage is complete, the parts cool naturally as they travel onto the unload station. (See the tables for specific times and temperatures.)
Thermoset powder on MDF
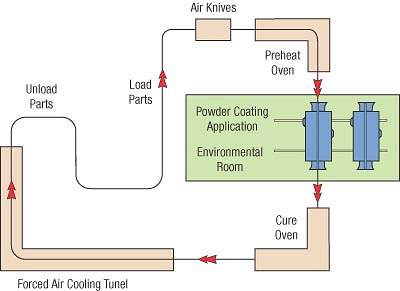
With the thermoset process for powder coating MDF (Figure 2, page 18), the board needs to be at a temperature (depending on board thickness) of 275°F. Thus, boards will need to be preheated in a gas convection oven for 10 to 20 minutes at approximately 375°F. The boards are conveyed through the entire process either hung on an overhead conveyor, or laid flat on a flat belt conveyor.
After the preheat station, the boards are powder coated at a line speed that is predetermined by the amount of preheat and cure time required. After being powder coated, the boards advance onto a gas convection oven for the cure stage. Again, depending on the board thickness, the cure stage can take anywhere from five to seven minutes (sometimes as much as 20 minutes, depending on the powder and/or powder formulation) at approximately 375°F. Finally, the boards advance through a cooling tunnel where they are then unloaded. (See the tables at right for specific times and temperatures.)
Understanding the substrate
While much has been learned to date about MDF and the process parameters required for optimum paintability relative to powder coatings, there is more to be discovered. However, what has been gleaned thus far from both scientific study and trial and error indicates that absolute consistency must be achieved within the areas of conductivity, moisture content and uniform board density in order to achieve a hard, durable and uniform finish that is consistent in both gloss and color.As in the powder-on-metal process, adequate grounding is essential. This is achieved and maintained by hanging the board with clean metal hangers on an overhead conveyor that is tied to an earth ground. Once the board is grounded, optimum conductivity is achieved through preheating of the substrate, thus driving the moisture content inside the board to the outer surface of the board. Studies have shown that optimum controlled moisture content prior to preheating is within the 4 to 10% range. However, in order for the board to be uniformly preheated, and therefore uniformly conductive, the board must possess uniform density of the fibers and resins from which it is constructed.
One method of illustrating this is to preheat and powder coat a kitchen cabinet door that is designed with a decorative routing on the face of the door. The dimensional differences in the thickness will only serve to magnify the differences in density and moisture content between the routed (thin) area of the door and the rest (thicker section) of the door. The thinner area tends to lose its moisture content quicker, while the thicker part of the board tends to retain moisture longer. This can be overcome, however, through precision control of the powder gun's electrostatic charge and powder flow rate.
Finally, some work has been done in the area of conductivity-enhancing primers. With MDF, smooth, round corners attract powder more readily than sharp angles or edges. Although in many cases sharp edges can be coated without additional sanding or "rounding," they can sometimes present a challenge. Applying a conductivity-enhancing primer on the entire surface of the board has shown that these more-difficult areas can be made more conductive and accept powder more readily than if they had not been primed.
Research at Purdue University's Coating Applications Research Laboratory (CARL) has shown that the most consistently effective conductivity-enhancing method was through the use of an amine salts solution. The solution was tested at full strength, containing 25% isobutyl alcohol and 75% quaternary ammonium salts, and at a diluted strength with 50% deionized water added. While this testing proved to be inconclusive due primarily to the elimination of the preheat process, the author has conducted independent testing in combination with preheating of the board that shows conductivity-enhancing primers can improve attraction and increase the dry film thickness of powder on MDF, specifically on sharp, nonrounded corners of kitchen cabinet doors.
Powder on MDF-process benefits
There are three critical market drivers behind the favorable economics of powder coating on MDF:• Operational cost reductions
• New design opportunities
• Streamlined manufacturing.
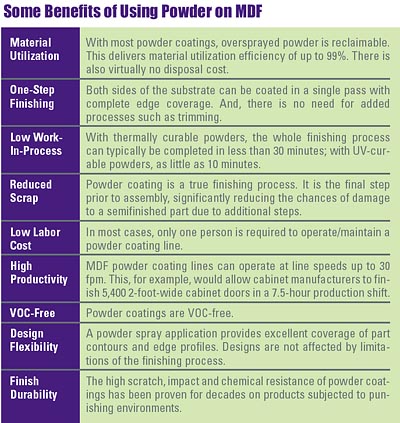
Operational cost reductions-A well-known economic benefit of powder coating is the ability to reclaim and reuse powder to achieve overall system efficiencies over 97%. When combined with reduced waste disposal costs, the operation of a wood powder coating line is potentially less expensive than a wet line. Manufacturers of kitchen cabinets are most likely to experience reduced operational costs that should provide an attractive return on investment.
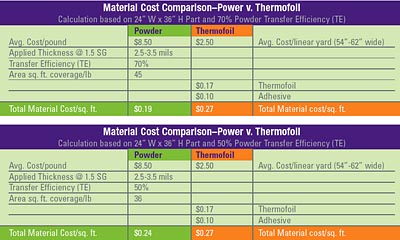
A popular myth surrounding powder on MDF is that powder material costs are substantially higher than thermofoil costs. This may not always be the case, and applied raw-material costs can still be lower with powder in many cases.
The cost of foil laminating material can range from as low as $0.75 per linear yard to as high as almost $20.00 per linear yard. The tables on page 19 show applied material costs for powder at 70% transfer efficiency (TE) and at 50% TE. The cost per linear yard (36 inches by 58 inches) for thermofoil for this comparison is $2.50.
Total operational costs can also be reduced through improved process throughput. Replacement of a batch thermoforming vinyl film process with a continuous (or batch) powder coating process cannot only improve throughput, but also allows for specialty colors and effects, decreased production labor, and reduced scrap due to "edge-tear" quality problems. In comparison, a single-sand, single-coat powder coating process would only be as much as half the cost of a typical laminate operation.
Lamination and/or thermofoil processes typically require employees to sand many parts to prevent marks from showing through the vinyl covering, a step not always required with powder coating. A typical process run with powder can be achieved in one-fifth the time that it would take to process the same number of parts with thermofoil.
Furthermore, another advantage of powder over thermofoil is its environmental friendliness. Since powder overspray can be reclaimed and resprayed, the powder coating process requires no solvents and releases no VOCs into the atmosphere. Unlike vinyl, powder can be disposed of in a sanitary landfill.
New design opportunities
High-end office furniture manufacturers are moving away from the "classic" shapes (squares and rectangles) for office furniture. While less complex shapes are more amenable to an edge-banding process to hide the exposed edges of laminated work pieces, new "designer" configurations are more demanding and require:• Curved edges, including interior circles and ellipses for computer cord drop-through
• Seamless desktop coatings
• A broad variety of unconventional colors and effects
Traditional lamination technologies relying on edge-banding methods cannot effectively compete with powder in this area.
Streamlined manufacturing
Reduced labor and material handling costs provide two key manufacturing benefits:
Increased throughput-As a continuous coating process, production throughput is increased by the elimination of vinyl laminate membrane presses that can only process units in lots of a fixed size. Even if comparing a powder coating "batch" process to a spray-to-waste liquid coating batch process, the potential to save both time and money is greater because powder is a single-coat process that does not require additional coats or a long time to dry.
Seamless desktop coatings-The two most important elements of this area are (a) reduced sanding and handling of parts, and (b) the elimination of edge-banding costs. Liquid painting and traditional foil lamination also require numerous repetitive steps that add to processing time and costs.
To ensure that the powder coating-on-MDF process meets your specific product performance requirements, it is necessary to:
• Open lines of communication with major powder material and powder equipment suppliers relative to finishing MDF.
• Test a variety of engineered woods from a variety of suppliers.
• Develop a better understanding of the different processes, their capabilities and their associated costs (or cost savings).
Proven technology and process development have helped make the overall powder-on-MDF process a viable one for those finishers interested in achieving greater throughput, reduced process time and attractive, durable finishes.


