Understanding the Total Costs of Electrocoating

But after the choice of technology is made, what differentiates one E-coat operation from another in terms of cost? While the answer to the question can be stated rather simplistically, a more in-depth look can often reveal costs not found on invoices or traditional cost models. These hidden costs, if not understood and quantified, will quickly differentiate E-coat operations in terms of operational expenses. Additionally, these costs will erode the "lower total applied cost" advantage that is often assumed by E-coat OEM manufacturers and job shops. Finally, these costs are not always expressed in dollars by the end user but are more often accepted as "system limitations."
Why define cost?
Detailed operation models are often employed during the design and selection process of any finishing system. While models provide an excellent guideline, operational costs need to be quantified once the finishing system is running under normal production conditions. The following are the keys to defining the "actual cost" of operating a finishing system:- Establish a cost baseline for the entire finishing system. This "snapshot" of the system provides the foundation for cost analyses, present and future.
- Identify costs for each component of your finishing system. Each piece of the finishing system can be assigned a cost factor.
- Expose inefficiencies. Detailed cost analysis can reveal inefficiencies that are not always obvious upon initial inspection.
- Employ tools for maximizing system output. The overall goal is always to increase productivity and decrease operation costs.
Calculating Cost
In general terms, the cost of E-coating is often discussed in terms of "cost per square foot." This description is not very specific and is sometimes misleading. When calculating the cost of E-coating systems, the critical element to employ is the "total cost per square foot." Total cost per square foot includes all the cost factors necessary to operate an E-coat line with a particular formulation. Three categories of costs contribute to the total cost per square foot: operations costs, human resources and material costs.Human resources are costs incurred through compensation of E-coat operators or others directly related to the operation (e.g., pretreatment). This cost is most significant when comparing coating technologies. For example, an E-coating operation may be able to double or triple its throughput before needing to add any additional operators. Comparatively, a powder or liquid line with identical increases in throughput typically requires the addition of manpower in an almost linear fashion. Human resource differences between E-coat operations are dictated by the system's size, geographical location and material efficiency.
Operations costs include utilities-water, electricity, gas-and consumables and routine maintenance items. Variations in operating costs are mainly dictated by geographic location and the size of the E-coating system. Operation costs are frequently targeted in cost-reduction programs at many OEMs and job shops. Unfortunately, unless there are gross inefficiencies in the process, no major savings are usually realized in this area.
For example, the cost of natural-gas consumption is often targeted through reducing oven temperature. Careful evaluation of natural-gas expenses relative to an entire operation reveals a reduction in cost savings that is often minimal. Additionally, these cost savings are not immediately realized due to time-consuming and costly requalification trials for the material at the lower bake temperature. More-significant and immediate savings can be realized by choosing a material that allows dense part racking and increased line speeds, while still providing uniform film build.
Finally, material costs include paint, pretreatment chemicals, additives, solvents and material efficiencies. Of these costs, material efficiency is probably the most commonly overlooked and underestimated, especially when trying to calculate the "total" cost of a material.
Calculating material efficiency costs
Material efficiency is a multivariable cost term that must take into account operational factors, including transfer efficiency, product capability, throw power and material shrink of the paint product.Transfer efficiency is simply the amount of paint that is deposited on the production part. Typically, transfer efficiency is expressed as a percent and results in differences that are frequently negligible when comparing E-coat materials. For "closed loop" E-coat operations, transfer efficiency is normally 97% or higher. Due to the high transfer efficiency, this term only needs to be included in the material efficiency equation when comparing different coating technologies, or when comparing "closed loop" and "open loop" E-coat technologies.
The second term in the material-efficiency equation is product capability. The product-capability factor is what accounts for any differences in the minimum film required to meet a customer's product specifications. If one of the competing materials is able to pass the specification at a lower film build, the material efficiency for that coating is going to be higher. The higher efficiency must be accounted for in any accurate cost analysis.
For the purpose of this discussion, two low-impact assumptions will be made: 1) the transfer efficiencies for the competing materials are equivalent, and 2) the materials are equivalent in terms of product. The "modified" material efficiency model now includes only material shrink and throwpower. Additionally, cure-oven temperature can be added to the material-efficiency model to investigate its impact when comparing products.
Shrink is the amount of deposited film lost during the cure cycle. Shrink is directly related to the cure temperature required for the coating. Materials with lower bake cycles typically exhibit lower shrink values than high-temperature products. It should be noted that shrink terms are only comparable if both products are completely cured to ensure the products' performance characteristics. Comparing shrink values of a partially cured product with a completely cured product will only mislead someone trying to accurately quantify the total cost per square foot.
A second important characteristic of shrink when calculating material efficiency is that, once it is quantified, it becomes a constant in the cost calculation. Shrink is an important term in the material-efficiency equation and it should be included in any accurate cost calculation.
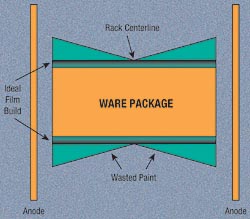
The final and most often overlooked factor in the material-efficiency equation is the "throw power effect." Throw power is best described as the ability of a coating to build a uniform film across a single part or rack of parts as they pass through the E-coat tank. For a material-efficiency study, the throwpower effect is a negative term that describes the inability of a coating to deposit an even film across the entire ware package.
In order to achieve the minimum required film build (i.e. product capability) on parts in the center of the rack, excess film must be deposited on the parts closest to the electrodes. The throw-power effect generates a film gradient across the ware package. Paint that is deposited in excess of what is required is considered waste that decreases the material efficiency of the finishing process and increases the total cost per square foot.
E-coat products that contain good "shut down" characteristics do not experience the significant negative effects of the throwpower effect that are encountered by products with poor shut-down properties. The coated portions of the ware package stop building film, allowing complex geometries and centerline parts to build film rapidly. On a system with dense part concentrations, shut down allows the parts on the inside of the rack to achieve films very similar to parts near the electrodes in the ware package, minimizing wasted E-coat material. Figure 1 indicates increased paint usage on the ware package due to the throw- power effect.
There is a secondary negative impact associated with the throw-power effect: Unlike shrink, the throw-power effect is not a constant. Its negative effect increases as business volume grows. As stated earlier, one of the advantages of E-coat over other coating technologies is the ability to rack parts densely. Products that exhibit the throw-power effect minimize this advantage by either forcing companies to rack lighter to avoid film gradients or accepting the film gradient, thereby increasing annual material costs by 15 to 40%.
To accurately quantify the throw-power effect on an existing system, the film thickness of parts should be monitored during periods of normal production. Choose at least 10 racks for an analysis, and accurately determine the square footage for each rack. Using the minimum-film-build requirement as the target, the theoretical material efficiency, assuming the absence of the throwpower effect, can be calculated. Be sure to include shrink and transfer efficiency in the calculation.
Then simply measure and chart the film builds across the entire ware package for all 10 racks. Performing the same calculations will allow comparison of the theoretical material efficiency to the actual material efficiency, including the throw-power effect. Depending on the severity of the effect, film builds may vary as much as 0.6 mils when comparing outside and inside racked parts. While the "film gradient" across the racks must be included in cost calculations in terms of excess paint volume deposited per square foot, it is often accepted by end-users as simply the "cost of doing business."
While the throw-power effect will not prohibit a company from racking its line densely, excess paint deposition on parts drastically decreases material efficiency. If it's determined that the operation is currently experiencing the throw-power effect, what are the options?
- Accept the loss as a finishing-system cost, which is not likely to be acceptable in today's marketplace.
- Reduce line density, which decreases throughput per day; also not likely acceptable.
- Change tank parameters-minimal improvements in negating the throw-power effect.
- Proper paint selection. Utilize coating materials that eliminate these excess costs.

Conclusions
There are many factors that contribute to the cost of an E-coating operation, and it is important to clearly understand all of these costs to maximize efficiency in an increasingly competitive marketplace. It is also important for end users to evaluate their cost programs closely and on a regular basis to ensure that they are minimizing their total system cost per square foot and maximizing their productivity. Finally, these regular evaluations of the total system costs ensure that the process-improvement/cost-reduction programs are focusing on the most financially inefficient areas of the operation.Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


