2K Waterborne Concrete Floor Coatings

Epoxy-based liquid coatings have been used for decades in many heavy-duty applications such as high-end metal primers and industrial flooring paints. Generally, epoxy systems provide many benefits, including excellent adhesion to various substrates such as metal and concrete, as well as outstanding water, chemical, corrosion and abrasion resistance.
Two-pack (2K) epoxy-amine coating systems are commonly used when heat curing is not possible because epoxy groups can readily react (crosslink) with the primary and even secondary amine groups of amine hardeners at ambient temperature. In recent years waterborne, 2K epoxy-based garage concrete floor paints have been gaining popularity among contractors and do-it-yourselfers since they are regarded as more environmentally friendly when compared to their solventborne counterparts.
On the other hand, organic solvents such as various glycol ethers are believed to be used in many waterborne 2K epoxy concrete floor paints to improve: dry time and open time; handling by viscosity reduction of the epoxy resins and hardeners; the dispersion of hydrophobic liquid epoxy resins in aqueous formulas; and film formation and pot life.1
However, due to lowered VOC limits enacted in certain areas, as well as other proposed regulation changes in North America and Europe, there is a need to reduce the VOC of existing paint products. For example, one of the most stringent sets of VOC regulation is Rule 1113 for Architectural Coatings from South Coast Air Quality Management District (SCAQMD); the VOC limit for floor coatings was reduced to 50 g/L as of July 2006.
This study investigates the feasibility of formulating waterborne 2K epoxy concrete topcoats with VOC below 50 g/L, while maintaining the good performance properties offered by existing commercially available but higher-VOC products.
The typical performance requirements of waterborne 2K epoxy concrete paints include: easy to hand-mix parts A and B; pot life of 2 hours or more; good chemical and hot tire resistance; and good adhesion and gloss stability throughout the pot life.

Experimental Materials and Formulations
In this study, several modified epoxy resins (Epoxy X, Epoxy Y and Epoxy Z) were evaluated and benchmarked against a Bisphenol-A-based liquid epoxy resin, Epoxy W. Hardener H, an amine hardener that has been used in waterborne concrete coatings, was chosen in our study to crosslink with the epoxy resins. Characteristics of all these resins are summarized in Table 1. Please note that the epoxy equivalent weight (EEW) and amine hydrogen equivalent weight (HEW) quoted in this table are based on the form of delivery of the materials (as supplied).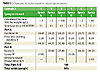


Sample Preparation
For gloss measurements, drawdowns of Formulas #1 to #10 were made on coated drawdown cards by using a Bird type 3-mil drawdown applicator. All drawdowns were allowed to dry at room temperature for at least one day.Concrete panels (blocks) used in this study were made by type 1 cement according to ASTM method D 5139-90, without the use of mold release agent, and aged for at least 30 days. All blocks were acid etched, rinsed and then dried for one day at room temperatures before being used as coating substrates.
For the rest of the performance testing, coated concrete panels were prepared by brushing using a 1” bristle brush. Wet film thickness between 3 to 6 mil was targeted. For adhesion evaluation, 24 h spot test, and hot tire resistance testing, coatings were applied 1 h after the initial mixing of parts A and B (activation). All panels prepared for adhesion evaluation and 24 h spot test were dried and cured at room temperature for at least 7 days.

Performance Testing
Gloss MeasurementGloss was measured at 60° angles by a hand-held gloss meter (BYK-Gardner brand, model Micro TRI-Gloss).
Adhesion
Crosshatch adhesion on concrete blocks was performed according to ASTM 3359-07, except for the use of 3 mm spacing between cuts. Scotch® brand tape type 898 was used. A rating of “5B” represents 0% of coating detached, while “0B” represents > 65% of the coating detached. A minimum of 4B adhesion was used in this study as our criteria for a ‘pass’ rating.
Chemical Resistance
Chemical resistance was evaluated using 24 h spot test. Testing was performed over concrete panels according to our internal method SOP ST-LC-46, which is similar to ASTM D 1308-02. Reagents were covered with glass during the 24 h testing period, and the spots were evaluated immediately after reagents were removed by wiping.
Hot Tire Resistance
Hot tire resistance test was done according to our internal test method SOP ST-LC-59. Pre-cut 3”x3” tire pieces were clamped to the coated concrete panels at 40 psi pressure with a torque-adjustable wrench, and then heated for 4 h at 40 °C (Figure 1). After heating, the tire pieces were removed immediately and the coatings were observed. A pass rating was given if no coating was removed regardless of tire staining. All coatings were applied 1 h after activation.
Test concrete panels were coated by brushing, and cured at different time periods before testing at:
- 24 h after coating application;
- 24 h after application followed by covering with a wet paper towel for 4 h;
- 72 h after application; and
- 72 h after application followed by covering with a wet paper towel for 4 h.

Results and Discussion
Comparing Epoxy X with Epoxy WSince ease of mixing between parts A and B was an important feature, we compared the water miscibility of both liquid epoxy resins, Epoxy X (a modified epoxy resin) and Epoxy W (an unmodified Bis-A based epoxy resin). Each epoxy resin was hand-mixed with equal parts of water without using any organic solvent. It was found that while hydrophobic Epoxy W was immiscible with water, Epoxy X could form a low viscous milky emulsion (Figure 2) without much difficulty. This indicated that Epoxy X had an advantage over Epoxy W in terms of ease of mixing.
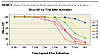
For Formulas #1 to #6, gloss (Figure 3) and adhesion (Table 5) were measured at various time intervals after activation.
All formulas, from #1 to #6, seemed to provide adequate pot life (> 2 h) based on monitoring the gloss levels after activation. However, only Formula #3, #5 and #6 could maintain adhesion of 4B or more at 2 h after activation. It seemed that adhesion performance would be a better choice to monitor pot life.

Formulas #7 and #8 were evaluated to see if the use of epoxy resin blends would also result in satisfactory pot life while maintaining VOC at < 50 g/L. Figure 4 showed the gloss levels and adhesion of both formulas after activation.
Even though both Formulas #7 and #8 showed pot life of well over 2 h as monitored by gloss, only Formula #7 could maintain a 4B adhesion at 2 h after activation. It showed that by using a proper blend of epoxy resins (Epoxy X and Epoxy Z), pot life of 2 h minimum could also be achieved in clearcoat formulas.

Formula #10, made by a blend of epoxy resins (Epoxy X and Epoxy Z) was able to provide a pot life of 3 h after activation, as monitored by both adhesion and gloss. However, Formula #9, which was based on Epoxy X only, failed to achieve the 2 h minimum pot life.
In summary, it was found that by using epoxy blends of Epoxy X and Epoxy Z, low-VOC clearcoats and pigmented coatings could be formulated with a minimum of 2 h pot life.

Table 6 shows a result summary of 24 h spot test, which was performed on Formulas #3, #6, #7 and #10. All of these formulas showed acceptable pot life of 2 h minimum.
When compared to Formula #3 (a high-VOC “control”), Formulas #6, #7 and #10 showed very similar chemical resistance results. This test showed that the chemical resistance of both clearcoat and pigmented formulas was not affected by their VOC levels.

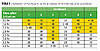
A summary of hot tire test results of Formulas #3, #6, #7 and #10 are given in Table 7. All of these formulas passed the hot tire resistance tests, under all four different curing/pretreatment conditions. It showed that even though Formulas #6, #7 and #10 had much lower VOC levels comparing to Formula #3, these three coatings were able to develop the necessary hot tire resistance after curing for as little as 24 hrs.
Conclusions
By using specific raw materials (Epoxy X, Epoxy Z and Hardener H), along with proper formulation techniques (such as proper stoichiometric ratios), formulating waterborne 2K epoxy concrete coatings meeting the following requirements is possible:- VOC levels of less than 50 g/L;
- easy to hand-mix parts A & B;
- pot life of 2 hours or more;
- good chemical and hot tire resistance; and
- good adhesion and gloss stability throughout the pot life.
Acknowledgements
The authors want to acknowledge our company’s entire Global Concrete Segment Team, with members among different business functions across Europe and the United States, for their contribution and support in this study.
Note
Formula #7 evaluated = Starting point formula # 1558, Clear concrete topcoatFormula #10 evaluated = Starting point formula # 1559, Gray concrete topcoat
Both formulas are available from Cytec.
This paper was presented at the American Coatings Conference, 2008, Charlotte, NC.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



June 22, 2023
A very good option indeed to get quality concrete for a project and get it completed sooner. I recently hired a company from https://concretecontractorreddingca.com/ to make a concrete walkway outside my house and get it ASAP
