Optimizing Low-VOC Architectural Coatings Through Additive Technology
Stricter environmental, clean air and waste management legislation continues to drive the architectural coatings market toward “green” chemistry and lower-VOC technologies. And the most stringent requirement is the one that sets the de facto minimum standard, whether at the local, state or federal level. Originators of such legislation include the North Eastern Ozone Transport Commission states (OTC), the California Air Resources Board (CARB), the South Coast Air Quality Management District (SCAQMD) and the Environmental Protection Agency (EPA).<p>
Stricter environmental, clean air and waste management legislation continues to drive the architectural coatings market toward “green” chemistry and lower-VOC technologies. And the most stringent requirement is the one that sets the de facto minimum standard, whether at the local, state or federal level. Originators of such legislation include the North Eastern Ozone Transport Commission states (OTC), the California Air Resources Board (CARB), the South Coast Air Quality Management District (SCAQMD) and the Environmental Protection Agency (EPA).
The paint industry is currently adopting new technologies and reformulating its products to meet the deadlines of scheduled VOC legislation. OTC legislation sets the VOC content of flat paint at less than 100g/L; semi-gloss paint less than 150 g/L; and gloss paint at less than 250 g/L. Although these levels are difficult enough to achieve, California and Federal initiatives will eventually mandate flat, semi-gloss and gloss paint VOC levels of less than 50 g/L.<p>
Meeting these environmental requirements, without sacrificing current performance, demands a new breed of additives. This article reports the results of comparative evaluations of different defoamers and dispersant chemistries proposed for the new generation of low-VOC architectural paints.
The paint industry is currently adopting new technologies and reformulating its products to meet the deadlines of scheduled VOC legislation. OTC legislation sets the VOC content of flat paint at less than 100g/L; semi-gloss paint less than 150 g/L; and gloss paint at less than 250 g/L. Although these levels are difficult enough to achieve, California and Federal initiatives will eventually mandate flat, semi-gloss and gloss paint VOC levels of less than 50 g/L.<p>
Meeting these environmental requirements, without sacrificing current performance, demands a new breed of additives. This article reports the results of comparative evaluations of different defoamers and dispersant chemistries proposed for the new generation of low-VOC architectural paints.

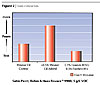
Foam and gloss comparison.
Defoamers
To select an appropriate defoamer, the formulator should consider many parameters. Raw materials, manufacturing process and specific application – singly or combined – make every paint unique. This usually leads to an individual defoamer recommendation for each specific application. To meet upcoming regulatory deadlines for lower-VOC architectural coatings, resin producers have recently introduced a new generation of products. These new resins require significantly lower coalescing agent levels to form a proper film. In addition, formulators understand that these new resins contribute to much higher foam stabilization and, therefore, necessitate use of more active defoamers.
Foam comparison.
Defoamer Screening Procedure
Thorough screening of a defoamer must include tests of defoamer efficiency, compatibility with the formulation, gloss, and persistence and storage stability. Tego determined defoaming efficiency with the Tego High Shear Stir test. This test is suitable for a wide range of viscosities and application methods including most spray techniques, brush and roller. Using this test method, 50 g of the candidate formulation is poured into a 4-oz. jar. The defoamer is incorporated for one minute at 1,500 rpm using a 30 mm impeller and allowed to sit overnight. After 24 hours of equilibration, the formulation with defoamer is sheared for 1 minute at 3,000 rpm with a 30 mm impeller. Immediately 45 g of the stirred formulation is poured into a 100 ml measuring cylinder placed on a balance. The total volume of formulation plus foam is then recorded.
This test method introduces foam into the system by high shear and high-speed stirring. Immediately after shearing, technicians record foam volume and monitor air release by a pour down test. The pour down test also reveals compatibility, that is the measure of the amount of defoamer added to paint without causing defects (e.g., cratering). A standard Tri-gloss meter measured gloss. Gloss and semi-gloss paint were recorded at 20° and 60°, respectively; flats and satins, at 85°. Figures 1 and 2 illustrate foam generation and gloss of the candidate gloss and satin formulations.
In addition, Tego performed application testing using 3/8-inch nap roller, brush and spray, with results demonstrating which defoamer best meets specific requirements of each final application.
This test method introduces foam into the system by high shear and high-speed stirring. Immediately after shearing, technicians record foam volume and monitor air release by a pour down test. The pour down test also reveals compatibility, that is the measure of the amount of defoamer added to paint without causing defects (e.g., cratering). A standard Tri-gloss meter measured gloss. Gloss and semi-gloss paint were recorded at 20° and 60°, respectively; flats and satins, at 85°. Figures 1 and 2 illustrate foam generation and gloss of the candidate gloss and satin formulations.
In addition, Tego performed application testing using 3/8-inch nap roller, brush and spray, with results demonstrating which defoamer best meets specific requirements of each final application.

Defoamer and deaerator chemistries.
Selected Technology Platform for Defoamer Evaluation
We selected candidate chemical structures from the defoamer types for comparison in analytical measurements as well as application tests in low-VOC paint systems. The comparative tests determined the additive’s ability to improve coating properties for this new generation of low-VOC systems.
Criteria for selecting the different defoamer types for comparative study included:
• concentrates for grind incorporation;
• emulsions or highly compatible concentrates for letdown;
• compatibility with pure acrylic, vinyl acrylic and styrene acrylic resins;
• impact of pigment volume concentration (PVC); and
• low shear incorporation.
Based on the defoamer selection criteria above – and the performance requirements of efficiency, compatibility, gloss and stability discussed earlier – we narrowed the evaluation to the mineral oil “control” and organo-modified silicone technology. Both the mineral oil and the organo-modified silicone technologies were efficient in defoaming, but only the organo-modified silicone technology had minimal influence on gloss and compatibility (See Table 1).

Tego defoamers for architectural paint.
To show defoamer efficiency in the various low-VOC paint systems, application tests employed BASF and Rohm & Haas starting-point formulations and tested organo-modified silicone versus conventional mineral oil technology. The comparisons evaluated defoamers in commercially available low-VOC architectural paint formulations (see Appendix). Table 2 summarizes the defoamers evaluated.
A variety of parameters influence defoamer choice, including hydrophobic or hydrophilic nature, concentrates or emulsions, and resin compatibility. Other less-obvious defoamer characteristics merit consideration. These characteristics follow some typical trends; however, the formulator’s own direct observation should prevail in individual cases. The trends are as follows.
• Hydrophobic defoamers tend to be more difficult to incorporate into paint formulations than hydrophilic defoamers.
• Defoamer concentrates typically require more shear than defoamer emulsions.
• The more hydrophobic the defoamer concentrate or emulsion, the higher the shear usually needed.
• Hydrophobic defoamer concentrates typically require lower concentrations and perform more efficiently than emulsions.
• Hydrophilic defoamer emulsions tend to be the most compatible but usually less efficient.
• Defoamer concentrates usually exhibit more persistence in long-term storage than their emulsion counterparts.
• The higher the paint PVC, the more efficient the hydrophobic defoamer must be.
• Although hydrophobic defoamer concentrates and defoamer emulsions are usually more efficient, a higher degree of surface defects is possible than with hydrophilic defoamers.
A variety of parameters influence defoamer choice, including hydrophobic or hydrophilic nature, concentrates or emulsions, and resin compatibility. Other less-obvious defoamer characteristics merit consideration. These characteristics follow some typical trends; however, the formulator’s own direct observation should prevail in individual cases. The trends are as follows.
• Hydrophobic defoamers tend to be more difficult to incorporate into paint formulations than hydrophilic defoamers.
• Defoamer concentrates typically require more shear than defoamer emulsions.
• The more hydrophobic the defoamer concentrate or emulsion, the higher the shear usually needed.
• Hydrophobic defoamer concentrates typically require lower concentrations and perform more efficiently than emulsions.
• Hydrophilic defoamer emulsions tend to be the most compatible but usually less efficient.
• Defoamer concentrates usually exhibit more persistence in long-term storage than their emulsion counterparts.
• The higher the paint PVC, the more efficient the hydrophobic defoamer must be.
• Although hydrophobic defoamer concentrates and defoamer emulsions are usually more efficient, a higher degree of surface defects is possible than with hydrophilic defoamers.

Defoamer behavior and incorporation.
For both defoamer concentrates and defoamer emulsions, optimal defoaming efficiency shows a relationship to shear and droplet size. There is a critical point at which the droplet size of the defoamer is most efficient. Additional shear reduces the defoamer to smaller droplet size, affecting efficiency. Insufficient shear – used to incorporate defoamer more readily – can reduce compatibility and increase surface defect issues as shown in Figure 3.

Architectural low-VOC test formulations.
Although these complex relationships are typical, there are always exceptions to the rules. Therefore, the formulator should devote significant time testing the defoamers in various paint systems and evaluating their properties and performance. Table 3 shows the testing performed with paint formulations based on the candidate resins.
Dispersants
There are dispersant technologies currently available that are environmentally benign and that contribute such performance benefits as faster color strength development, better color stability, lower rub-up values and less of a tendency to stabilize foam.
When selecting a dispersant, several questions must be answered.
• Is the system water-based or solvent-based?
• Will the dispersed pigment be organic or inorganic?
• Will the grind be resin-free or resin-containing?
Answers to these questions help determine which dispersant type will be most suitable.
When selecting a dispersant, several questions must be answered.
• Is the system water-based or solvent-based?
• Will the dispersed pigment be organic or inorganic?
• Will the grind be resin-free or resin-containing?
Answers to these questions help determine which dispersant type will be most suitable.
Selected Technology Platform for Dispersant Evaluation
Tego selected candidate chemical structures from the dispersant types for comparison in analytical measurements as well as application tests in low-VOC paint systems. These comparisons determined the additive’s ability to improve coating properties for this new generation of low-VOC systems.

Color strength development.
Dispersant Screening Procedure
Testing of dispersants included: viscosity measurement, rub-up, gloss, color strength, Delta E (DE) and long-term storage stability.
Viscosity was measured using a plate rheometer. This instrument allowed for temperature-controlled measurement of the paint at various stress points. Viscosity was also measured with a Krebs - Stormer viscometer.
Gloss, rub-up and color development were tested by draw down on charts. A Tri-gloss meter was used to measure gloss at 20°, 60° and 85° gloss/sheen. A tinted paint system used for rub-up and color development helped evaluate the benefit of the dispersant in the paint. A spectrometer measured Delta E (DE) and color strength of the tinted paints. To verify the results of these tests, we stored the paint samples in a 50 °C oven for a predetermined time. After storage, testing was repeated and results compared.
Test results were based on the following criteria:
• color strength development of pigment dispersions over time;
• color strength development of pigment dispersions after tinting low-VOC architectural white bases;
• rub-up behavior of pigment dispersions in low-VOC architectural white bases; and
• foam stabilization of pigment dispersions in low-VOC architectural white bases.
Viscosity was measured using a plate rheometer. This instrument allowed for temperature-controlled measurement of the paint at various stress points. Viscosity was also measured with a Krebs - Stormer viscometer.
Gloss, rub-up and color development were tested by draw down on charts. A Tri-gloss meter was used to measure gloss at 20°, 60° and 85° gloss/sheen. A tinted paint system used for rub-up and color development helped evaluate the benefit of the dispersant in the paint. A spectrometer measured Delta E (DE) and color strength of the tinted paints. To verify the results of these tests, we stored the paint samples in a 50 °C oven for a predetermined time. After storage, testing was repeated and results compared.
Test results were based on the following criteria:
• color strength development of pigment dispersions over time;
• color strength development of pigment dispersions after tinting low-VOC architectural white bases;
• rub-up behavior of pigment dispersions in low-VOC architectural white bases; and
• foam stabilization of pigment dispersions in low-VOC architectural white bases.
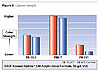
Colorant strength.
Comparing Pigment Dispersions
In order to compare dispersants, optimized glycol- and APE-free pigment dispersions of inorganic, iron oxide red PR 101 (Elementis), organic blue, PB 15:3 (Clariant) and carbon black PBk 7 (Degussa) pigments used either Tego dispersants or corresponding dispersions based on alkylphenol ethoxylates (APE). The comparisons evaluated pigment dispersions in commercially available low-VOC architectural paint formulations (see Appendix).
Dispersant testing compared the APE-free Tego dispersants to traditional APE dispersants. Since the color intensity of pigments depends on their particle size, measuring the development of color intensity at intervals during the dispersing process can determine the endpoint. Determination of color intensity when mixing the pigment dispersion into a white base paint was a reliable indicator that the desired particle size of the pigment dispersion had been achieved.
By reducing the time to optimized color, we were able to reduce the cost of production. Figures 4 and 5 illustrate how the color strength compares APE technology to the APE-free Tego technology. The Tego technology achieved higher color strength in a much shorter period of time. Also, Figure 5 shows that the associated color strength was higher with the three pigments tested.
Dispersant testing compared the APE-free Tego dispersants to traditional APE dispersants. Since the color intensity of pigments depends on their particle size, measuring the development of color intensity at intervals during the dispersing process can determine the endpoint. Determination of color intensity when mixing the pigment dispersion into a white base paint was a reliable indicator that the desired particle size of the pigment dispersion had been achieved.
By reducing the time to optimized color, we were able to reduce the cost of production. Figures 4 and 5 illustrate how the color strength compares APE technology to the APE-free Tego technology. The Tego technology achieved higher color strength in a much shorter period of time. Also, Figure 5 shows that the associated color strength was higher with the three pigments tested.

Colorant acceptance.
Figure 6 illustrates the color acceptance values for both APE and Tego dispersants. The lower DE value indicates better colorant acceptance in the paint system.

Foam behavior of concentrates.
Figure 7 illustrates the foam behavior of the concentrates.

Dispersant selection.
Based on colorant acceptance, color strength, and color strength development testing, the Tego APE-free technology performed well compared to traditional APE technology. Table 4 summarizes recommendations based on blue, black and red pigment together with dispersant addition levels by weight on pigment.
Conclusion
Tego will always seek to develop innovative new additives that have a lower impact on our environment. The effect that the latest low-VOC legislation will have on manufacturers of architectural coatings requires that resin suppliers, too, contribute to the development of paint formulas able to meet these demands without sacrificing the key properties of current formulations. The organo-modified siloxane defoamer technology and the APE-free Tego dispersant technology make it easier to meet more stringent standards of looming low-VOC legislation. This new generation of additives allows the formulator to make environmentally friendly formulations without sacrificing such important properties as gloss and color strength.

Appendix
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








