Combining Polyester and Epoxy Chemistries for Optimal Performance of UV Powders

Powder coating cured by ultraviolet light (UV powder) is a technology that combines the advantages of thermosetting powder coatings with those of liquid ultraviolet-cure coating technology. The difference from standard powder coatings is that melting and curing are separated into two distinct processes: upon exposure to heat, UV-curable powder coating particles melt and flow into a homogeneous film that is crosslinked only when it is exposed to UV light. The most popular crosslinking mechanism used for this technology is the free radical process: activation of photoinitiators in the molten film by UV light results in the formation of free radicals that initiate a polymerization reaction involving resin double bonds.
Final coating aspect and performance depends on the selection of resin systems, photoinitiators, pigments, fillers, additives, powder coating process conditions and curing parameters. The crosslinking efficiency of specific formulations and cure conditions can be assessed by using differential photocalorimetry.1
Recent optimization of UV powder coatings has resulted in extremely good flow out, making smooth finishes achievable at temperatures as low as 100 °C.2 Technological and economic benefits explain the growing interest in UV powder technology.

The years 1996-1998 were very productive regarding patent applications in UV powder technology. It is also worth mentioning that “pioneers” in the UV powder concept were already active in 1970.
Many solid resin systems are now commercially available for the formulation of UV powders cured by free radical polymerization. These include acrylated or methacrylated polyesters or polyacrylates3, acid fumaric-based polyesters alone4 or in combination with solid vinylethers5, acrylated or methacrylated epoxy resins6 and unsaturated urethane-based systems.7 Specific epoxy resins are also available for powders to be UV-cured by a photocationic mechanism.8
The combination of polyester and epoxy chemistries developed for UV powders allows the challenging requirements of the market segments such as wood, wood composite, plastic and metal to be fully met. Although “hybrid powders” combining polyester and epoxy resins have been known for more than 20 years in thermosetting powders, the degree of cure achieved at low temperatures (e.g., 120 °C) becomes “just good enough” only after long curing times. In contrast, UV-cured powder coating films fulfill the most stringent specifications after “a couple of minutes” under heat and UV light.9

Polyester/Epoxy Combined Chemistry for UV Powders
The combination of methacrylated polyester and acrylated epoxy resin offers an interesting blend of properties to the cured film. The presence of a polyester backbone results in good resistance of the coatings in weathering tests. The epoxy backbone gives outstanding chemical resistance, improved adhesion and smoothness. An attractive market segment for these UV powders is as replacement for PVC laminates on MDF panels for the furniture industry.The polyester/epoxy blend is achieved in four major steps.
- The polycondensation in the melt of a phthalic dicarboxylic acid derivative (PA) with a glycol such as neopentyl glycol (PG ) at 240 °C in the presence of an esterification catalyst such as butyl stannoic acid to produce a carboxy-terminated polyester.
- The addition of glycidylmethacrylate (GMA) to the molten carboxy-terminated polyester while it is maintained below 200 °C. Methacrylate groups are grafted at the end of polyester chains by a fast reaction of addition “epoxy/carboxy”. For toxicological reasons, glycidylacrylate has never been used. Gelation of the double bonds is avoided by the use of appropriate inhibitors.2
- The addition of acrylic acid (AA) to a molten diepoxy resin yields an epoxy diacrylate polymer.
- The methacrylated polyester and the acrylated epoxy resin are homogeneously blended by extrusion.
The following variables were investigated in the pursuit of the optimum combination of polyester/epoxy:
- Selection of the aromatic diacid (PA) between phthalic, terephthalic or isophthalic acid.
- Partial substitution of the selected aromatic diacid (PA) by an aliphatic diacid like adipic acid or 1,4-cyclohexanedicarboxylic acid.
- Partial substitution of NPG by other glycols like 1, 2-ethylene glycol or 1,6-hexanediol or 1,4-cyclohexanedimethanol.
- Branching the polyester chains by incorporating polyfunctional monomers like trimethylolethane or trimellitic acid. The weight % of the chosen branching unit was defined by Flory’s equation in order to avoid polyester gelation during its synthesis.10
Table 1 shows a comparison of a simple methacrylated polyester with two blends of the same polyester and an acrylated Type-3 epoxy resin based on bisphenol-A and epichlorohydrin.11
There is a clear difference in the melt viscosities, with blend 2 being the most favorable for achieving high film smoothness without lowering the Tg of the resin blend which guarantees good storage and handling of powder paints.
UV Curing of Powder Coatings
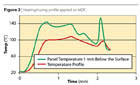
The methacrylated polyester and the blends were formulated into powder coatings for UV-curing tests using the formulation shown in Table 2. The heating/curing profile used in this comparison is depicted in Figure 2.Medium infrared radiation was applied first to melt the powder particles. Film forming was achieved in a second zone by applying convection heat, and curing of the film was achieved in a third zone by irradiation with UV light. UV irradiation always increased the surface temperature but the measurements clearly indicated that the temperature just underneath the surface was well controlled and was limited to 110 °C for the whole cycle of less than 3 minutes, very short when compared to times required for thermosetting powders cured around 140 °C.
An enhanced reactivity was demonstrated for polyester/epoxy UV powders (Table 3) resulting from the conversion of the double bonds with lower UV light doses. The quality of double bond conversion was checked by the MEK rub test.

Optimization of Tg and Melt Viscosity
The choice of phthalic acid derivative (PA) in the synthesis process yielded methacrylated polyesters having very similar Tg but with different melt viscosities. Polyesters having a high Tg and a low melt viscosity, when blended with acrylated epoxy resins, gave a binder with the lowest melt viscosity for optimum coating smoothness (Table 4).Five modifications were investigated in order to achieve the lowest melt viscosity for a binder containing methacrylated polyester A and the acrylated epoxy resin.
- Nature and weight % of the polyester branching unit.
- Partial substitution of the phthalic acid derivative (PA) by adipic acid, a long chain aliphatic dicarboxylic acid.
- Partial substitution of neopentyl glycol (NPG) by 1,6-hexanediol, a long chain aliphatic diol.
- Substitution of a Type 3–epoxy resin by a Type 2–epoxy resin also based on bisphenol-A and epichlorohydrin.
- Substitution of the aromatic epoxy resin by an aliphatic epoxy resin based on hydrogenated bisphenol–A .
The relevant resin characteristics are shown in Table 5.
Modifications 4 and 5 dropped the Tg to an unacceptable level. It is important to remember that the addition of hydroxyketone-based photoinitiators to binders lowers their Tg by about 2 °C per percent of photoinitiator added.12 Handling and storage of the powders based on both systems yield extrudates that are difficult to micronize into powders; some caking will occur during powder storage and some fusion bonding during powder transportation from feeders to spray guns. Nevertheless, if these limitations can be easily controlled (e.g., through use of air conditioning working zones, micronization on chilled mills, etc.) both binders are suitable for smooth films.

Case Studies Illustrating Optimal Performance
UV Powders for Smooth, Matt FinishesBlends of specific polyesters and epoxy resins permitted the development of smooth, matt finishes for metal and MDF applications. Smooth, matt clear coats were successfully applied on hardwood, on veneered composite board such as beech, ash, oak and on PVC used for resilient flooring. The presence of the epoxy partner in the binder boosted the chemical resistance of all the coatings. The best smoothness was achieved with the binder of modification 1 (Table 5) without having critical handling problems with the powder.
UV Powders for Wooden Furniture
Combined polyester and epoxy structures allowed UV powders applied on MDF (medium-density fiberboard) to pass the norm DIN 68861 specification, including chemical resistance, abrasion resistance, scratch resistance and heat resistance. Four papers published recently have described in detail the test results.9, 13-15
The polyester/epoxy ratio affects the results in accelerated weathering tests; the more polyester in the binder, the less yellowing of the coating. A compromise between UV resistance and chemical resistance or smoothness needs to be found if such accelerated weathering tests must be achieved.

UV-curable powders based on polyester/epoxy blends and applied on metallic substrates show excellent adhesion and better adhesion means improved corrosion resistance. Copper Accelerated Salt Spray (CASS) test according to ASTM B 368 has been used to assess the corrosion resistance of clear and white formulations applied on yellow chromated aluminum and on electrolytic chromium coated steel.1
Clear Coats on Plastics
When applied as protective clears on PVC, tiles for resilient floorings or on sheet molding compound (SMC) panels for OEM applications, the combination of both structures yields UV powders with high levels of flexibility and chemical resistance.13 Abrasion resistance for matt clear coats is good, however more work is required to achieve high gloss clear coats.
UV-Curable Toners
A joint development with a toner producer revealed that (meth)acrylated polyester/epoxy blends used as binders for colored toners gave the required toner properties after melting and UV curing.
Conclusion
Combining polyester and epoxy chemistries in UV powders yields smoothness, adhesion and chemical resistance in wooden furniture, metal, plastic or toner applications. Structure modifications were studied in order to establish the best combinations with the lowest melt viscosities but with Tg values above 45 °C, which eliminates serious handling problems from UV powders.A core structure has been designed by a blend of a methacrylated polyester based on a phthalic acid derivative, neopentyl glycol and a reaction product of acrylic acid with a Type 3-epoxy resin produced by polymerization of bisphenol-A and epichlorohydrin.
Acknowledgement
The author thanks M. Court, O. André, R. Lavi, K. Jacques, K. Buysens,Y. Souris, D. Hammerton, L. Boogaerts, J.P. Pollet, L. Buratti and J. Blommaert, all from Cytec Surface Specialties for their respective contributions to the project of UV-curable powders based on UVECOATTM resins and which generated data described in this paper.Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


