Replacing HAP Solvents: Xylene and Toluene
Nuts & Bolts - April 2006

Editors note: This is the eighth in a series of articles regarding the "Nuts and Bolts" of formulating. It is intended to help formulators new to the industry, those who have changed jobs within the industry or simply as a refresher.
The Clean Air Act Amendments (CAAA) of 1990 were passed by Congress to further improve the air quality across the United States. Title III of the CAAA of 1990 expanded the original list of air toxics to 189 chemicals and chemical categories. Since 1990, ethylene glycol monobutyl ether and methyl ethyl ketone have been delisted as hazardous air pollutants. Solvents widely used in the coatings industry such as toluene and xylene remain on the EPA's HAP list. This article is designed to provide formulators with suggested replacements for toluene and xylene in solventborne coatings through solvent substitution.
Solvent Substitution
There are several options for reducing HAP emissions at coatings facilities. Solvent substitution is viewed by many formulators as the lowest-cost alternative.1 This option requires formulators to use non-HAP solvents when reformulating their solvent blend. The use of computer software will aid the formulator in developing replacement blends with physical properties similar to the original blend.Vital to reformulating a solvent blend is developing a replacement with solvent activity similar to the toluene- and/or xylene-containing control sample. The solvents in the replacement blend must dissolve the resin(s) in the selected coating. This property is achieved through the use of solubility parameters. Using computer software, the solubility parameters of the control blend are calculated. Replacements are then developed with similar solubility parameters.
Also important in reformulating a solvent blend is developing replacements with evaporation rate characteristics similar to the control. The replacement blends must provide the desired application viscosity and film formation properties. Again, computer software is used to calculate the evaporation rate profile of the control blend and develop possible replacements.
Toluene and Xylene Replacements in Solventborne Coatings
One of the more difficult HAP reformulations is replacing aromatic hydrocarbons such as toluene and xylene. Typically, oxygenated solvents are required to provide suitable non-HAP replacement blends. Eastman's Solvent Reformulation Wizard was used to generate physical property data for the control blends and develop potential replacement. The reformulated solvent blends are starting-point formulations and should be thoroughly evaluated to determine if suitable performance is provided. If you do not have access to a solvent reformulation computer program, contact your solvent supplier for assistance.
Toluene Replacements
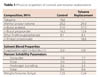
Toluene's largest single use is in industrial coating applications, primarily automotive finishes, wood furniture and machinery. As more regulatory rules are promulgated, formulators and applicators are looking for toluene alternatives. One option is n-propyl propionate, a low-odor, medium-evaporating, non-HAP ester solvent with good solvent activity and versatility.For example, n-propyl propionate was selected as the primary replacement in a two-component polyurethane clearcoat formulation.2 The replacement solvent blend was developed by substituting n-propyl propionate for toluene and optimizing the overall blend composition to obtain an evaporation rate and solubility parameters similar to the control, as shown in Table 1. Depending on the composition of a given solvent blend, the difference in evaporation rate of n-propyl propionate and toluene, 1.2 and 1.9 respectively, may require the addition of a faster-evaporating solvent to achieve the desired evaporation rate characteristics.
When the control and replacement coatings were applied at similar film thickness and allowed to cure, the formulations yielded coatings with comparable physical properties. Properties tested include dry-to-touch, pendulum hardness, Tukon hardness, gloss, color L*a*b* and impact resistance. These in-house evaluations show that, with appropriate adjustments to the other solvents used, n-propyl propionate can effectively replace toluene in selected solventborne coatings. It provides a viable alternative for coatings formulators challenged to meet regulatory requirements.
Other potential replacements for toluene include blends of ketones, esters, alcohols and aliphatic hydrocarbons.3 It should be noted that a replacement blend used in wood furniture coatings may not be suitable for other coatings applications. Information on these blends can be obtained from solvent suppliers.

Xylene Replacements
Xylene is widely used as the primary solvent or diluent in formulating solventborne coatings. As with toluene, formulators are looking for alternatives to meet ever-changing regulatory requirements. In solvent blends with low xylene content, direct substitution with one solvent might be possible. For other blends, combinations of oxygenated solvents with aliphatic hydrocarbons might be required to control formulating costs and maintain performance. Because resins vary in aliphatic hydrocarbon tolerance, the ratio of oxygenated solvent to aliphatic hydrocarbon will have to be determined for each coating system. Other solvents present in the blend will influence the tolerance level, thereby increasing or decreasing the aliphatic hydrocarbon content. The aliphatic hydrocarbon of choice should be a product with very low HAP content. Additionally, the aliphatic hydrocarbon should not be the last solvent to evaporate from the film to avoid resin blush problems.4Evaluations were conducted to determine if an oxygenated solvent could be blended with an aliphatic hydrocarbon to replace xylene in three resin systems: a high-solids phenolic-modified alkyd air-dry primer, a conventional acrylic/urethane 2K enamel and a polyester/melamine high-solids coating. Three replacement solvent blends were developed using methyl amyl ketone (MAK), n-butyl propionate or isobutyl isobutyrate (IBIB) blended with an aliphatic hydrocarbon (Table 2). The replacement blends were substituted for xylene and the overall solvent blend optimized to obtain an evaporation rate and solubility parameters similar to the control.
When the control and replacement coatings were applied at similar film thickness and allowed to cure, the formulations yielded coatings with comparable properties. Physical properties tested include pencil hardness, gloss, MEK rubs, crosshatch adhesion and impact resistance. The results indicate that MAK, n-butyl propionate and IBIB can be used in blends with an aliphatic hydrocarbon to replace xylene in solventborne coatings. Because MAK has the lowest density and provides the best viscosity reduction, it is an excellent solvent for high-solids coatings. n-Butyl propionate offers low odor and good solvent activity for odor-sensitive coatings applications. IBIB is not as active as MAK and n-butyl propionate, but it is the economical xylene replacement for applications such as lacquer thinners. n-Propyl propionate can also be used in blends to replace xylene.5
Conclusion
Today's formulators are looking for non-HAP alternatives for toluene and xylene to meet stringent regulatory guidelines. To assist, solvent suppliers are proactively working to offer formulators viable solvent substitution options. Oxygenated solvents can be used alone or in blends to develop toluene and/or xylene replacements for most solventborne coatings systems. To reduce the cost of reformulation, oxygenated solvents can be blended with aliphatic hydrocarbons. Additional information on reformulating solvent blends to meet regulatory challenges is available from solvent suppliers. C
Jeannie Ramey is a technician associate with Eastman Chemical Company, responsible for technical service on solvents for coatings, adhesives, inks and cleaners applications. She has been with Eastman for 15 years, providing service for both polyols and solvents.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


