Powder Flowability - Solving a Sticky Problem in France

Finishing and powder coating is a critical process in automotive manufacturing and one where cost optimization and innovation are key. To achieve a high-quality finish from a powder coating, complete and accurate information about powder flowability is essential. A powder coating must be free flowing and it must fluidize well in the fluidization bed. This ensures that individual particles are separated, improving the electrostatic charge that can be applied to the powder so that it flows more easily through the spray gun to give an even finish. The flowability of a powder is also important in powder recovery - a free-flowing powder will not clump during recovery, reducing the amount of waste.
Automotive powder coatings are a mixture of several components, such as resin, crosslinker, pigments, flow aids and degassing solvent. Their flowability is affected by many factors, most being especially sensitive to moisture absorption and exposure to heat, for example. The way they are stored can also have a large impact on their subsequent performance in the spray-painting booth.
Smooth fluidization is a key goal, and the ability to achieve this depends on finding the optimal balance of critical parameters such as particle shape, size distribution, flow characteristics, moisture content, air velocity, humidity and ratio of powder depth to the bed floor area.
A powder rheometer, such as the FT4 from Freeman Technology, can quantify a powder's flowability under a range of conditions and give valuable information about how it will perform in a fluidized bed.
A Sticky Problem
Predicting the behavior of powders is complicated by their inherent changeability, making quantifying flowability challenging. Fine powders are generally more cohesive than coarse powders because of their greater surface area and increased charge-mass ratio. However, fine powders are needed to create the types of thin films required in today's automotive industry. A fine cohesive powder can cause problems at various stages of finishing - it is usually difficult to fluidize, and when pumped along hoses to the gun it tends to travel in cohesive packages. These then deposit unevenly on the surface, causing splitting and surging.When a major European car maker started using finer powders in its powder paint processes, it found that this had a dramatic effect on the functionality of the plant. In an effort to understand and solve the problems this created, the company collaborated with researchers at the University of Compiègne, France, to assess different methods of testing powder flowability.
Led by Professor Pierre Guigon and Dr. Khashayar Saleh, researchers at Compiègne used several different tests to determine powder flowability.1,2 These included classical methodologies such as tapped density, shear cells and fluidizing-defluidizing, as well as the powder rheometer (FT) from Freeman Technology.
While classical tests may provide information on powder properties under specific conditions, Dr. Saleh saw a clear need for an appropriate test to characterize powders under ‘real-world' conditions.1 This is where the FT was found to be important. It gives a ‘unified' picture of a powder that helps to judge its fitness for purpose.
Data from the FT testing enabled not only the choice of the most appropriate samples from powder paints proposed by different manufacturers, but also the identification of the best flow additives and the determination of the optimal concentration of lubricants to add to the paints.
The FT is becoming a part of the car company's routine procedures. Once a powder paint is chosen, the technical properties are fixed as a reference. The FT results form part of these specifications, and they can now test against these before buying any new batch.
The Compiègne group is carrying out experiments to investigate if the results from the FT can be used to properly design industrial equipment such as fluidized beds and pneumatic conveying lines.
The Nature Of Powders
As we have seen, powders may be affected by numerous physical, chemical and environmental variables. Experience shows however, that a given powder is not inherently ‘good' or ‘bad' in terms of flow properties; much depends on how it is handled and processed.Traditional tests that measure flowability, such as the cone angle test or funnel test, may be suitable for some powders. However, for most materials, these tests give unreliable and inaccurate data. By attempting to deliver a single number to define a powder, they cannot reflect the complexity of that powder. In addition, quantifying the large changes in powder rheology that can occur after aeration or consolidation, for example, is difficult with these tests.
In contrast, results from the FT4 allow the individual evaluation of each of the many factors affecting the flowability of a powder. It is straightforward to determine how aeration, compaction, moisture and the rate of powder flow can change the flow properties. In addition, processability issues such as agglomeration, segregation and attrition may also be evaluated and quantified. A comprehensive picture of a powder is therefore developed.
How Does a Powder Rheometer Work?

The FT4 is the only instrument that measures axial forces (as the blade moves vertically through the sample) and rotational forces (or torque), and these data form the basis of the flowability assessment. Force measurements are converted into energy to determine the total energy consumed or work done during the traverse.
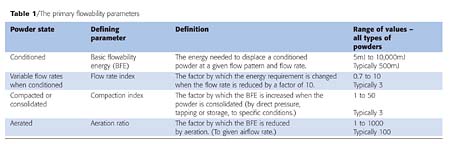
Importantly, both dry and wet powders may be evaluated in terms of each of the key variables that affect flowability (Table 1).

In Practice
Pre-conditioning of powders before measurement is a critical initial step - it ensures that each powder sample is tested from the same starting point and under the same conditions. Direct comparisons can then be made between results from different samples, allowing the creation of information databases, like those available for other materials such as solids and liquids.
Powder samples are conditioned in the FT4 and then, in subsequent tests, the instrument determines a powder's basic flowability energy (BFE). This is defined as the amount of energy needed to move a conditioned powder in a programmed way using the patented displacement principle. Having determined the BFE of a powder, the effect of different variables can be examined. Table 1 gives examples of some of these together with a definition of each, with typical values. In the automotive coatings industry, aeration through to fluidization is one of the most important parameters, although other variables, such as consolidation and flow rate sensitivity, may also be investigated.
The addition of air to some materials can cause fluidization making it flow as if it were a fluid. Most materials do not fluidize, but will aerate readily, with air channeling through the powder bulk and escaping at the surface through one or more large holes. This contrasts with a fluidized bed where air is released uniformly over the powder surface. In general, agitation or disturbance of the powder bed during aeration produces a packing condition requiring considerably less energy. The FT4 can quantify this in terms of an aeration ratio - the factor by which the BFE is reduced by aeration of the powder. Figures 1 and 2 show data from tests completed by the Compiègne team. In Figure 1, two powders (A and B) are shown to behave quite differently in relation to aeration conditions. Powder A is more readily aerated, suggesting it will perform better in a fluidization bed than Powder B. Figure 2 shows the effect of different quantities of a fluidization agent in a powder, and was used to assess the correct amount of additive needed at a particular air flow rate. The data clearly show how an optimum level of additive exists at which the best flow properties are obtained. Results like these have enabled the team to feel confident in generating a series of powder specifications in order to assess incoming material, avoiding stoppages due to poor powder performance in the fluidization bed.

Conclusions
The FT4 powder rheometer from Freeman Technology has proved to be a valuable tool in the development of improved fluidization technologies and in the quality control of powder coatings. Being able to quantify and predict the behavior of a powder in a fluidization bed improves end-product quality and increases the efficiency of the manufacturing process.References:
1 Saleh, K.; Conesa, C.; Guigon, P. What you Must Know About the Rheometry of Powders. SFGP Symposium: Etat de l'art sur la coulabilité des solides divisés, 3-4 October, 2002, Compiègne.
2 Conesa, C.; Saleh, K.; Guigon,P.; Guillot, N. Analyse et Caracterisation de Peintures Poudre Utilisees Dans l'industrie Automobile. SF2M Symposium: De la poudre au matériau massif, 3-5 June, 2003, Albi.
Acknowledgements:
Many thanks to Dr Khashayar Saleh, Professor Pierre Guigon and their team at the University of Compiègne, France, for their valuable help in preparing this case study.
This article was originally published in the European Powder Coatings Handbook and Directory, September 2003, dmg world media (UK) ltd.
Sidebar:
Technical Insight
As discussed in the main body of this article, the FT Powder Rheometer utilizes a patented principle, where an angled blade displaces powder as it moves along a helical path through a sample. Both axial force and torque are measured, from which the work done or energy consumed in making the powder flow is determined. The flow properties are expressed in terms of these energy measurements. A key factor in ensuring the performance and reproducibility of measurements is the unique design and construction of the FT blade. Blades are fabricated from stainless steel and then hardened by heat treatment to give them the strength and abrasion resistance needed to resist distortion and wear during the measurement process. Reproducibility of data is highly dependent on the blade shape remaining stable.
Importantly, the carefully chosen profile of the FT blade has an angle of twist that is proportional to blade radius, so establishing consistent flow conditions along the blade, from the center to the tip. This uniform flow pattern is used to establish homogeneous conditioning of the powder when the blade moves upwards and to evenly compress and shear the sample during the downward testing mode when the blade ‘bulldozes' as depicted in the figure at right.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


