Zero-Voc, Water-Based Epoxy Topcoat
Since 1982, when the first bisphenol A-based solid epoxy dispersion and modified amine system came to market as an adduct suitable for metal protection, water-based epoxy systems have been used for high-performance industrial primers and topcoats over metal due to their fast dry time, corrosion resistance, good pot life and low odor. Although water-based epoxies have successfully replaced traditional solvent-based epoxy/polyamide coatings in many high-performance industrial applications, the VOC content of these water-based epoxies is typically 200-350 g/L. So now, even though water-based, the usage of these coatings is increasingly limited by VOC regulations.
The technical challenge of developing low- to zero-VOC water-based epoxies is a difficult and complex task that involves attention to the total formulation and all of its compositional materials including resins, pigments and additives. Unfortunately, most water-based epoxies containing very low levels of solvent do not exhibit the same performance as do the heavy-duty solvent-based epoxies and high-VOC water-based epoxies. Major differences are evident in film formation and application properties.
A zero-VOC water-based epoxy topcoat has been formulated without aid of solvent, acid, diluent or plasticizer. It is based on a new innovative bisphenol-A “1”-type solid epoxy resin dispersion cured with modified amine. The new development offers high gloss, fast cure, long pot life and excellent resistance to water, humidity, chemical and corrosion on metal and concrete substrates. The performance properties of the new zero-VOC water-based epoxy topcoat are comparable to solvent-based epoxy/polyamide and high-VOC water-based epoxies.2

|
| Table 1 Click to enlarge |
Experiment and Discussion
Binder System
Water-based epoxies used in conventional protective coating formulations are based on two principal technologies, i.e., liquid epoxy self-emulsifying systems and solid epoxy dispersion systems (Table 1). With epoxy equivalent weight ranging from 175 to 240, liquid epoxy self-emulsifying systems are very rich in epoxide groups. The combination of concentrated epoxides and amine hydrogens in the same emulsion particle provides coatings with high crosslink density and good chemical and abrasion resistance, but very short usable pot life, low flexibility and low impact resistance. These films are often too brittle for use on metal substrates. Since the film formation of liquid epoxy emulsion is dependent upon chemical reaction to increase viscosity, the dry time is very slow, often taking more than six hours to reach a tack-free state.(¹) These liquid epoxy coatings do exhibit good handling, flow and coalescence without the aid of co-solvents, and can often be formulated to very low or zero VOC.
Systems based on solid epoxy dispersion technology offer much faster dry times due to coalescence of the epoxy particles through water and co-solvent evaporation. Solid epoxy resins, with equivalent weights ranging from 500 to 800, provide coatings with lower crosslink density films that are more flexible, adhere better and have better impact resistance than liquid epoxy systems. Pot life is much longer due to the lower concentration of epoxides and amine hydrogens. Solid epoxy dispersion systems are closer in performance, especially on metal substrates, to traditional solvent-based epoxy polyamide systems. The major weakness of the epoxy dispersion type of system is its tendency to form heterogeneous films with epoxy-rich and amine-rich domains due to incomplete coalescence. To aid in processing and to overcome the poor flow and coalescence of the solid epoxy, co-solvents have to be added to the dispersion thereby eliminating any possibility of a zero-VOC formulation.(¹)
A new and innovative solid epoxy dispersion topcoat, cured with a modified water-soluble amine binder system, incorporates the best characteristics of liquid epoxy emulsion and solid epoxy dispersion technologies and can be formulated to zero VOC. It is based on a bisphenol-A “1”-type solid epoxy (EEW 500) using an internal surfactant built into the epoxy resin. When reacted, the internal surfactant becomes epoxy functional and is non-leachable, resulting in cured films with very good water resistance. A unique and patented high-speed dispersion process used for production of the epoxy dispersion yields a very small particle size (0.4 microns) without adding solvents or reactive diluents, providing good film formation, good storage stability properties and low to zero VOC formulation capability. The new zero-VOC water-based epoxy topcoat formulated with this binder system exhibits long pot-life (5.5 h @ 77 ºF/50% R. H.), short dry time (2 h tack free @ 77 ºF/50% R. H.), very good corrosion resistance (4,000 h salt fog) and good chemical resistance.

|
| Figure 1 Click to enlarge |
Pot Life and Film Formation
Unlike solvent-based systems, termination of pot life in many water-based epoxy coatings is not always indicated by a gradual increase in viscosity. Early water-based epoxy systems suffered from overly rapid cure rates and poor gloss and color stability during pot life. The catalyzed paint would exhibit a time related, slow degradation in gloss as in-pot cure advanced during application. This degradation gave variability and patchiness of the coated product, especially in cut-in perimeter areas on large architectural applications.

|
| Table 10 Click to enlarge |
These areas sometimes showed up as patches with non-uniform gloss and color after being filled in by roller application or otherwise touched up at different intervals after mixing. The pot life of water-based epoxy coatings is influenced by a number of factors, such as emulsion particle size, the chemical nature of the epoxy resin and curing agent and the equivalent weight of both the epoxy resin and the curing agent. In general, pre-emulsified, small-particle-size, high-epoxy-equivalent-weight resins give the longest pot life. In some systems, attempts to improve curing agent dispersion and extend pot life by the addition of volatile acid such as acetic acid have been successful. However, unless the amount of acid is carefully controlled, both water and corrosion resistance can suffer. The curing agent is blocked by acids that subsequently evaporate from the applied film to release the amine for reaction with the epoxy. Because the curing agent is blocked, this approach reduces cure rates.

|
| Table 11 Click to enlarge |

|
| Table 2 Click to enlarge |
Pot life was evaluated on the new zero-VOC water-based epoxy topcoat versus a commercialized water-based epoxy topcoat using a solid epoxy dispersion system by measuring viscosity, gloss and color change periodically after initial mixing of the epoxy and curing agent components. End of pot life was deemed the point where the catalyzed coating rose above 120 KU or exhibited a sharp gloss reduction and/or significant color change. Test results, shown in Figure 1 and Table 2, indicate that due to the ultra-fine particle size and the internal surfactant built onto the epoxy resin, the new zero-VOC water-based epoxy topcoat exhibits a long pot life and very good gloss and color stability throughout the pot life. These properties make it an ideal product for large area applications.

|
| Table 12 Click to enlarge |
Thixotropes and Pigmentation

|
| Table 13 Click to enlarge |
Dry film thickness requirements for water-based industrial maintenance topcoat applications are typically in the range of 2 to 5 mils requiring wet film capability of 5 to 12 mils. For the new zero-VOC water-based epoxy formulation, achieving optimum flow and sag control without the benefits of large organic solvent amounts is a difficult task requiring the formulator to rely more on coating additives. Although conventional types of thixotropes used in other water-based coatings, such as bentonite clays, cellulosics (HEC, HMHEC), alkali-swellable polymers (ASE, HASE) and hydrophobically modified urethane associative (HEUR) thickeners can be used, the selection of thixotropes as well as the balance between thixotropy and flow control for the new zero-VOC water-based epoxy system is extremely critical.

|
| Table 14 Click to enlarge |
Thixotropes that introduce any degree of real viscosity are counterproductive. Certain types of surfactants and emulsifiers added to the epoxy and amine resins during the dispersion or emulsion process significantly reduce the thixotropic efficiencies of associative thickeners. Conventional powder thixotropes, such as the bentonite clays, silicas and the high-molecular-weight cellulosics, are often problematic in water-based epoxy formulations, especially when a high-gloss finish is required, so the selection of these materials is limited. The zero-VOC water-based formulation relies on a carefully balanced blend of flow control agents, thixotropes and formula pigmentation to achieve the desired film properties and required sag resistance.

|
| Table 3 Click to enlarge |

|
| Table 9 Click to enlarge |
Pigments used in the formulation of the zero-VOC water-based epoxy, including color and hiding pigments, anti-corrosive pigments and extenders used for specific functional purposes, can also cause increased paint viscosity. This makes optimization of formula pigmentation, together with all other formula ingredients, a very complex task. With water-based epoxy formulations, sometimes the epoxy dispersion is pigmented and sometimes the amine curing agent is pigmented. However, in any two-component system, the choice of which component to pigment is normally governed by desired mix ratio. Pigmenting the larger component is always preferred. This makes it much easier for the mixed paint to maintain a full body viscosity and achieve optimal hiding power.
The innovative solid epoxy dispersion used in the new zero-VOC water-based epoxy topcoat has an internal epoxy-functional surfactant built onto the polymer backbone that has proven to have less tendency to reduce the efficiencies of thickeners compared to water-soluble amine or older, solid epoxy dispersion technologies (Table 3). A combination of organic and inorganic thickeners package is used to optimize sag resistance of the paint film. Pigmenting in the epoxy dispersion, the larger component in the 4:1 mix ratio of the new zero-VOC water-based epoxy topcoat, results in full body viscosity and optimized hiding power of the mixed paint. A flow/leveling agent is used along with the high-efficiency thickeners to balance thixotropy and flow control. With all the above successful strategies adopted in the formulation, the new zero-VOC water-based epoxy topcoat achieved the desired film properties with good sag resistance (12 mils wet) and flow properties.

|
| Table 4 Click to enlarge |
Coating Performance
Mechanical Properties

|
| Table 5 Click to enlarge |
The zero-VOC W/B epoxy topcoat described in this paper has excellent mechanical properties as shown in Tables 4, 5 and Figure 2.
Early Moisture Resistance
The new zero-VOC water-based epoxy topcoat has very good early moisture resistance as tested in a mist box.

|
| Figure 2 Click to enlarge |
This test determines the effect of water misting on an applied coating film during various stages of the coating cure cycle. The mist box cabinet is equipped with six fog nozzles utilizing tap water and has a panel rack for supporting test specimens at an angle of 30º from vertical. After the coating is applied at recommended film thickness, samples cured for 2, 4 and 6 h and longer intervals if necessary, are exposed to the mist cabinet for 24 h.
The panels are removed from the mist box and compared to control panels cured at 77 ºF and 50% R.H. Degree of blistering is checked immediately and after recovery using ASTM D 714. Gloss readings are taken according to ASTM D 523 and compared to the control panels. Adhesion checks per ASTM D 3359 are made at 1 and 24 h recovery periods. The zero-VOC water-based epoxy topcoat showed excellent early moisture resistance after only 2 h cure (Table 6).

|
| Figure 3 Click to enlarge |
Under these conditions, the zero-VOC W/B epoxy gloss topcoat showed excellent gloss retention of greater than 70% after 500 h exposure (Table 7 and Figure 3) and color change of less than 5.0 delta-E (Table 8 and Figure 4).

|
| Table 6 Click to enlarge |
This is significantly better performance than seen with the commercial W/B epoxy topcoat.
Corrosion Weathering Resistance
ASTM D 5894 describes a cyclic weathering test that includes wet/dry and light/dark cycles to mimic natural exposures. Test panels are exposed to alternating periods of one week in a QUV chamber and one week in a cyclic fog/dry chamber.

|
| Figure 4 Click to enlarge |

|
| Table 8 Click to enlarge |
The new zero-VOC water-based epoxy topcoat applied over the commercial water-based epoxy primer was rated as 10 with no blistering and no rusting, and scribe performance was rated as 9 with 1/64th inch scribe creep after 10 cycles (Table 9, Figure 5).

|
| Figure 5 Click to enlarge |
This performance is comparable to the commercial water-based epoxy topcoat/primer system and commercial solvent-based epoxy topcoat/primer system (Figure 6).
The zero-VOC water-based epoxy topcoat applied with two coats over sand blasted steel was rated as 10 with no blistering and no rusting after 15 cycles.

|
| Figure 6 Click to enlarge |
The scribe performance was rated as 8 with 1/32th inch scribe creep (Table 10, Figure 7).

|
| Figure 7 Click to enlarge |
In this test, the performance was significantly better than the commercial water-based epoxy topcoat (Figure 8).
Salt Fog Resistance
The salt fog test run is according to ASTM B 117; the test panels are continuously exposed in the cabinet with a wet and dark salt fog environment. The fogging electrolyte solution consists of 5% sodium chloride sprayed at 95 °F (35 °C).

|
| Figure 8 Click to enlarge |
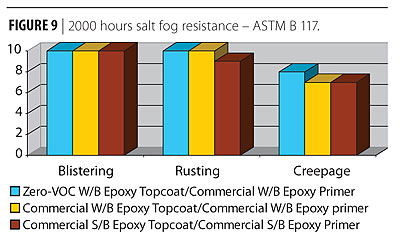
The zero-VOC water-based epoxy topcoat applied over the commercial water-based epoxy primer was rated as 10 with no blistering and no rusting, and scribe performance was rated as 8 with 1/32th inch scribe creep after 2000 h (Table 11, Figure 9).
This performance is comparable to the commercial water-based epoxy topcoat/primer system and commercial solvent-based epoxy topcoat/primer system (Figure 10).

|
| Figure 9 Click to enlarge |
The new zero-VOC water-based epoxy topcoat applied with two coats over sandblasted steel was rated as 10 with no blistering and no rusting after 4000 h.

|
| Figure 10 Click to enlarge |
In this test, the performance was significantly better than the commercial water-based epoxy topcoat (Figure 12).
Chemical Resistance
The new zero-VOC water-based epoxy topcoat has excellent resistance to a wide variety of industrial and household chemicals. Results of chemical resistance spot tests run in accordance with ASTM D 1308 (Table 13) shows the zero-VOC epoxy topcoat resists acids, bases, industrial solvents such as ketones, alcohols, glycol ethers, and aliphatic and aromatic hydrocarbons and various other chemicals such as bleach, motor oil and brake fluid.

|
| Figure 11 Click to enlarge |

|
| Figure 12 Click to enlarge |
Recommended Systems
The new zero-VOC water-based epoxy topcoat can be applied directly to concrete, metal and primed substrates. The coating is compatible with a wide variety of primers including water-based acrylics, water-based epoxies and solvent-based epoxies. These systems offer comparable exterior durability and corrosion resistance to high-VOC water-based epoxy topcoat/primer systems and solvent-based epoxy topcoat/primer systems. Table 14 shows examples of recommended systems.
Conclusion
A zero-VOC water-based epoxy topcoat has been formulated based on a new innovative solid epoxy resin dispersion cured with modified water-soluble amine without adding solvent, acid, diluent and plasticizer. The new development offers high gloss, fast cure, long pot life and excellent resistance to water, humidity, chemical and corrosion on metal and concrete substrates, making it suitable for many industrial maintenance applications. The performance properties of the new zero-VOC water-based epoxy topcoat are comparable to solvent-based and high-VOC water-based epoxies. The new zero-VOC water-based epoxy offers an excellent alternative to replace conventional epoxy coatings when VOC regulation compliance is critical.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}