High-Solids Radiation-Curable Basecoat and Clearcoat for Flexible Plastic Automotive Components
In spite of all the advances with thermal-cure coatings for plastic over the years, there remain numerous inherent limitations with these types of coatings that exclude them from meeting the ever-increasing simplified processing, environmental and coating property demands called for by the automotive industry. The industry is seeking to simplify finishing-line processing by reducing the long thermal cure cycle time, lowering bake temperatures and making smaller line footprints. Further, the industry is looking for coatings that will bring it into compliance with the new environmental standards and help its image as a provider of "Green" products. Finally, the ever-present drive for higher-quality products has the industry looking for decorative coatings that provide customers with superior aesthetic value that lasts the lifetime of the vehicle.
A new generation of coatings must emerge to meet the automotive industry's ever-increasing demand for superior coatings for plastics. This new generation of coatings must have both a wide processing window and a wide formulation window to address the rising demands of the industry.
With increased availability of flexible, weatherable oligomers and diluents, it is becoming increasingly apparent that radiation-cured coatings are well suited to meet the industry demands as the next generation of coatings for plastic. Finishers see the traditional benefits associated with radiation-cured coatings, such as small footprint and rapid cycle time, as the answer to their desire to reduce the complexity of their paint lines. The formulating latitude associated with radiation-curable coatings makes them well suited to develop high-solids, low-VOC, HAPS-free coatings that are environmentally acceptable. All of this, combined with the advances in UV resin chemistry, has made it possible to formulate coatings that exceed the coatings performance expectations of the automotive OEMs.
Low Complexity Processing of Radiation-Curable Coatings
Decreased processing complexity and the ensuing economic benefit is the most appealing aspect associated with using radiation-curable coatings relative to their thermal counterparts. For the purpose of this discussion we will consider cycle time as the chief process advantage over thermal systems and take a closer look at this parameter in terms of paint line footprint, operating temperatures and the quality of finished parts.Most automotive basecoat/clearcoat finishing lines use a wet-on-wet application process. The first step of the finishing process is to spray-apply the basecoat and allow a relatively short amount of time for the solvents to flash off. The flash temperature may be either at ambient, or with a slightly elevated thermal kick depending on the flow properties of the basecoat. After the basecoat flash, the parts move into the clearcoat booth where the clear is spray-applied directly over the uncured basecoat. Then the coated parts move into the oven where the paint cures.
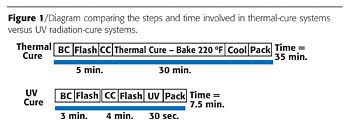
With thermal-cure systems, the bottleneck of the finishing process occurs during the long thermal bake cycle. Depending on the type of chemistry used in the BC/CC system, the flash and cure cycle could last anywhere from 20 to 40 minutes, with the part ramping up to temperatures as high as 240 °F. Most parts cured in this manner require a post bake cool-down before they can be adequately handled and packaged without causing defects to the finished parts.

Depending on the type of thermal process used, parts may have a cycle time anywhere from 15 to 40 minutes. This time is extended even longer by five to 15 minutes if a cool-down time is necessary prior to packing parts. By comparison, a radiation-curable system generates pack-out-ready parts in less than eight minutes (Figure 1).
The rapid cycle time associated with a radiation-cure line translates into economic advantage. This advantage is realized on several different fronts: significantly smaller finishing line footprints, less work-in-progress, and lower energy costs (as a result of both shorter oven lengths and from operating ovens at lower temperatures). An additional economic advantage associated with radiation-cure lines has to do with the fact that the film is "open" for a much shorter time, resulting in an overall decrease in the amount of dirt defects (Figure 2).

Environmentally Acceptable High-Solids Radiation-Curable Coatings
Stricter standards posed by government regulatory agencies continue to drive coatings suppliers to develop new classes of environmentally acceptable coatings. Radiation-curable coatings are particularly suited to meet these restrictions because reactive diluents can be easily incorporated into the coatings, thus lowering the solvent requirement. Even with the availability of a wide array of reactive diluents, the high standards of decorative automotive coatings still require the use of some solvent in the system. This is equally true for metallic basecoats and high-gloss clearcoats. The basecoat must contain some degree of solvent in the system to allow the metal to achieve proper orientation, and clearcoats require some solvent to allow them to achieve the near-perfect flow and leveling demanded by the OEMs.To illustrate the fact, consider the comparison (Table 1) between a UV BC/CC and a typical thermal-cure BC/CC system. In spite of the recent tightening of the MACT standard for plastic coatings, the radiation-curable BC/CC system far exceeds finishers demand for lower VOC emissions and is also HAPS free.

As evidenced from the data, acceptable spray viscosity can be achieved with coatings as high as 90% volume solids if the coating is sufficiently heated by the gun prior to application. Thus, a clearcoat at ambient temperature having the properties of 75% weight solids and a VOC of 2.1 lb/gal can be formulated to 90% weight solids and a VOC of 0.9 lb/gal heated to 150 °F, and achieve the same high-quality appearance.
The favorable environmental aspects of a radiation-curable BC/CC system over a thermal system are not limited to a reduction in VOC emissions. As noted in the processing comparison between radiation- and thermal-cure systems, there is a significant difference in the energy requirement between the two processes. The relatively short cycle and lower oven temperature requirement for UV systems translates into additional environmental and economic advantages when compared to thermal-cure systems.
Performance Properties
Performance properties of automotive coatings are extremely rigorous. While the consumer is primarily concerned with the decorative or aesthetic properties of coatings, the OEMs are concerned with the coatings' durability. Superior durability translates into low warranty issues. Consequently, to qualify a coating for use on an exterior plastic component, it must fully pass a battery of very rigorous specification testing.Achieving an exterior application coating approval across all domestic and foreign OEMs requires the coating undergo close to 100 different tests, all performed by an approved and certified test laboratory, that take up to five years to complete. The three broad classifications of essential properties that the OEMs demand for every coating that goes on flexible plastic substrates are: durability, adhesion and weathering.
Acceptable durability requires that the coating pass a barrage of chemical tests; scratch, scrape and mar tests; and chip- and impact-resistance tests. Acceptable adhesion must be maintained after the following chemical tests: freeze-thaw cycles, flex and mandrel bend, and heat aging. Acceptable weathering requires painted parts be tested under a variety of accelerated weathering tests including Xenon Arc Wx, Carbon Arc Wx, and QUV, and up to five years of outdoor exposure in Arizona and Florida. All these requirements must be successfully passed before coatings are given approval for use by the OEMs.
Radiation-curable coatings have long been recognized as having excellent chemical and physical film properties. This has generally been attributed to the fact that these coating were composed of oligomers and monomers that, when cured, formed highly crosslinked, rigid systems. The problem with simply transferring this coating technology over to automotive plastic applications is that those coatings are too rigid to go over flexible substrates and would crack, delaminate or shrink so much that it would be impossible to achieve the desired adhesive results. Because, until recently, there were no applications calling for resin with these durability properties, virtually none existed from which to begin screening for use on coatings for automotive plastic. Consequently, it was necessary to synthesize a new class of flexible, weatherable oligomers.
The suppliers of radiation-curable resins who had enough foresight to see the market potential often began collaborative research with coatings companies to develop these flexible, weatherable oligomers. As response grew from resin suppliers, we accumulated in excess of 25 oligomers and 10 monomers whose chemistry held the potential to be used in an automotive exterior coating application. These oligomers were formulated into coatings and sprayed over a variety of different types of plastic substrates. They were tested first for adhesion properties, and then against several of the more rigorous physical tests involving flexibility, and scratch and mar resistance. Those that looked promising were further submitted for artificial and natural weather exposure testing.
The general classification of flexible oligomers tracked thermal-cure equivalent resins when overall durability was taken into consideration.
acrylic urethane acrylates - - polyester urethane acrylates - - polyether acrylates
The difficulty of developing an acceptable coating comes in balancing the properties of flexibility, durability, weathering and adhesion. As you increase the oligomer functionality, you improve durability but compromise flexibility, weathering due to cracking, and adhesion due to shrinkage. If you decrease functionality you pick up flexibility and adhesion, but softer coatings have poor durability, and weathering falls off due to low crosslink density.Like with all coating formulations, a balance must be struck so that all critical properties are maintained, either by blending oligomers or by custom synthesis to give all the desired properties in a single oligomer.
It was with this approach of managing properties to maximize performance that a coating was developed with the following properties:
- Flexibility to pass the most stringent OEM requirements;
- Durability that exceeds OEM specifications and thermal-cure-equivalent coatings;
- Exceptional weathering properties exceeding thermal-cure-equivalent coatings;
- Adhesion to most plastics used on exterior automotive plastic components
Flexibility
Pass one-inch mandrel bend at 0 °F and one-half-inch mandrel bend at room temperature.
Durability
Test requirements are as follows.

Weathering data is shown in Table 2.
Adhesion
Testing conditions were as follows:

Color Matching and Photobleaching
One phenomenon commonly associated with UV coatings is color bleaching. That is, the coating undergoes a color change over a relatively short time span (4 hours to 4 days) before stabilizing. This type of color shift is a problem not only to the finisher, who is responsible for quality control of the part, but also poses a tremendous problem to the basecoat manufacturer, who is responsible for the initial color matching. It would not be feasible for a color matcher to have to wait four days for the color to equilibrate before he adjusts the batch to meet the color specification. To overcome this problem, a unique combination of photoinitiators was employed. This combination proved to give the coating the excellent through-cure needed for a wet-on-wet process, while showing only a slight degree of photobleaching.Figure 4 shows the difference in photobleaching between two photoinitator systems. This difference is expressed in Delta E, which is the change in color relative to a standard.
Conclusion
This radiation-cured BC/CC system is unique in that it provides the automotive industry with a solution to its three most critical finishing needs. This system fully meets its demand for an easy-to-process, environmentally acceptable, robust decorative coating for plastic substrates.The processing and environmental advantages of radiation-cured coatings have been recognized for decades, but the ability to produce a coating that would withstand the harsh performance demands of exterior automotive coatings had, up to this point, been elusive. The technical hurdle was solved by taking advantage of a new class of flexible, weatherable oligomers combined with a carefully chosen photoinitator package. For the first time, a commercially viable, flexible BC/CC system is available to the finishers that can be easily applied to their three-dimensional parts with complex geometries. This system was formulated with versatility and a wide processing window in mind so that any parts currently being coated with a thermal system could be coated on a radiation-cured finishing line.
From the onset of this research, focus was placed on developing a coating that would satisfy all parties involved with finishing plastic parts for the automotive industry. The resulting BC/CC system has been met with enthusiasm as it satisfies 1) the finishers' desire for a quicker, less complex paint process, 2) the regulatory agencies' desire for an environmentally friendly coating and process, and 3) the OEMs' demand for a cost-effective, robust coating.
Acknowledgements
Special thanks to the combined efforts of Red Spot's New Product Development team who helped turn an idea into a remarkable accomplishment - Marilyn Bara, Mark Lutterbach, Mark Parker, Crystal L. Steinmetz, David L. Young.
This paper was presented at the International Waterborne, High-Solids, and Powder Coating Symposium, February 2005, New Orleans, LA.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




