Chemical Pumps: The Key to Greater Process Reliability
How Double Diaphragm Pumps Take Performance and Failure Protection to a New Level

Images courtesy of Timmer
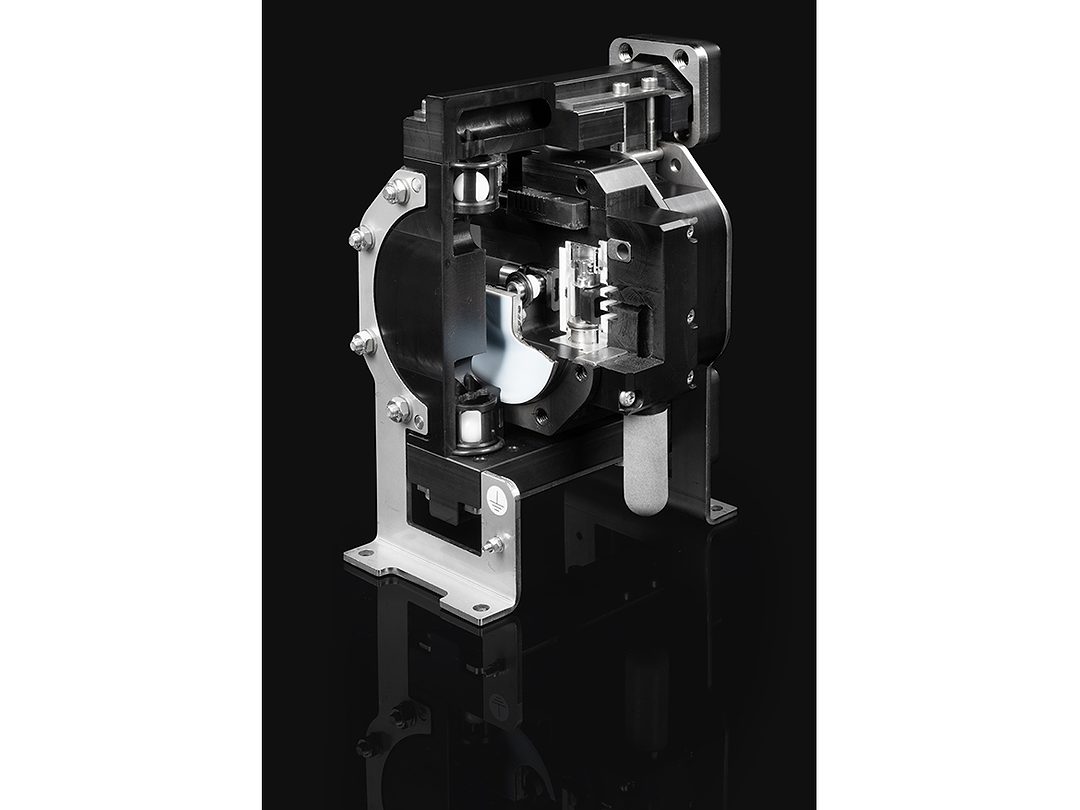
A look inside the pump shows the sealing concept, which significantly minimizes the risk of leaks.
Extreme temperatures, hazardous substances, and high pressure. If processes in the chemical industry are not carried out safely, the consequences are severe. In the worst case, accidents and explosions can occur that endanger human life and cause serious injuries to employees. Extending beyond the hazards in the workplace, the quality of the manufactured products must be ensured. If processes are not stable, deviations from the product specifications can occur. This can result in inferior or dangerous end products. However, it is not just people who are at risk due to unsafe processes. The environment is too. If the equipment leaks, chemical substances that cause environmental damage can escape.
Wherever chemical processes are involved, in order to protect people and the environment, the focus is always on process reliability. Pumps are an integral part of the process and play a particularly important role. They bear a significant responsibility; they ensure that the process runs smoothly. For example, pumps are used to convey liquids such as chemical solutions.
Due to the associated high risks, the chemical industry imposes special requirements on the process pumps of the systems. Correct selection, installation, maintenance, and monitoring make it possible to carry out chemical processes safely and efficiently. The condition, i.e. the quality, of the pumps must also meet these special requirements. Components must be resistant to chemicals and corrosion, and often they must also be explosion proof. Timmer GmbH meets many of these requirements with its double diaphragm pumps, and thus makes an important contribution in raising the level of process reliability in chemical companies.
Durable Material for Greater Safety
"From the material to the design and the accessibility for repairs, chemical pumps must function flawlessly in practical application," says Stefan Anstöter, Product Manager at Timmer GmbH. "We know that here there is no room for error. That's why we have optimized our pumps so that they meet – and even exceed – all industry requirements." This starts with deliberate use of suitable pump materials. For example, stainless steel, which has proven to be effective in other industries, is often not suitable for chemical applications because it is subject to attack by alkalis and acids. Instead, the pumps in the tim®CHEM product line are equipped with a plastic housing. The polytetrafluoroethylene (PTFE) is compatible with the chemicals that are used.
Reliable Protection for the Heart of the Chemical Plant
The optimum choice of materials must be considered holistically and it must be optimized even at the level of the individual pump components. For instance, threaded sleeves that are screwed into the plastic housing are common on the market. External influences such as significant temperature fluctuations change the shape of the material, and the housing then tends to leak at the connections. Timmer, on the other hand, uses a design for its pumps that connects the highly resistant plastic components that are in contact with media, by means of tie rods. The force exerted by the tie rods is distributed by the large-area reinforcement plates – a measure that significantly minimizes deformation of the plastic. The tim®FIX system uniformly distributes the forces of the tie rods and minimizes plastic deformation.
To ensure maximum protection, stainless steel sheets encompass the pump and provide stability for the entire construction. However, the key aspect here is the fact that in the interior of the pump, metal does not come into contact with the medium. Plastic, and plastic only, which has been tested for resistance, completely encloses the processed medium – and such enclosure offers an additional advantage. The material is FDA-compliant, and thus it is food safe. This is a property that at first glance may not seem relevant in the chemical industry. However, in this regard it is worth taking a look behind the scenes. The chemical industry is significantly involved in the manufacture of pharmaceutical products. Even if the end product, such as a common pain-relief tablet, does not come into contact with the chemical pump, the specific substances that make up the pain-relief tablet do indeed pass through the chemical pump in various processes. Thus, with Timmer chemical pumps, these upstream products only come into contact with materials that are FDA-compliant.
Optimal Sealing
Optimal sealing of a pump is a major aspect of process reliability. It is a characteristic that plays a central role in product development. In this regard, the design follows a simple rule – the fewer sealing surfaces, the fewer possibilities of a leak. Consequently, chemical pumps from Timmer have only four sealing points – significantly fewer than pumps offered by other manufacturers. A comparison – conventional pumps are sealed at as many as twelve points in the media section.
Also, the individual components are perfectly matched. Not only are the selected components safe and leak proof, they can also be replaced quickly if need be. The well-thought-out design also enables fast-and-easy on-site service. In this area, less is more, because the minimized number of wear parts reduces maintenance effort and maintenance costs. "Although design effort and use of high-quality materials initially result in higher investment costs, these costs quickly pay for themselves in practice in the form of longer service life and less maintenance effort," says Stefan Anstöter. "This is something that users in the chemical industry really appreciate. Other industries often focus on cost-optimized solutions, however, for the chemical industry, process reliability is the top priority."
A look inside the pump shows the sealing concept, which significantly minimizes the risk of leaks.
In addition to reliable sealing and durable pump materials, there is yet another factor that plays an important role in the chemical industry – explosion protection. ATEX stands for "atmosphères explosibles," and the ATEX directive specifies the product requirements for explosion protection. Timmer designs and manufactures chemical pumps that meet the requirements stipulated in this directive. This means that pumps are ATEX-compliant – an important and necessary characteristic depending on the system environment. ATEX compliance is achieved in part through high-quality material selection and the combination of materials. For example, such material selection and combination minimize potentially explosive electrostatic charges. It also enables implementation of process-reliable chemical pumps in different types of hazardous areas.
For a Higher Level of Safety and Efficiency: Easy Access for Repairs
If, in spite of high quality standards, a pump should fail, fast repair is essential in the chemical industry. In the worst case, potentially hazardous substances will escape, and this can have health consequences for employees and the general public, and it can also have a negative impact on the environment. In addition, long downtimes are always associated with economic losses for users. Proactive maintenance and fast repair enable companies to identify potential problems early on and rectify them before they result in major damage. To this end, chemical pumps come factory standard with an intelligent sensor for condition monitoring. The sensor can be integrated directly into the user's process control system. Integrated in a process control system, the sensor shows the real-time status of the pump and by means of an additional system, immediately sounds an alarm should an error occur. The company decides how the pump should be integrated into the system and what data it should display. If an error message occurs and if repairs are required, service technicians benefit from the easy accessibility offered by the pumps. For example, valve balls and valve cages can be replaced without dismounting the side covers. The use of special tools is not necessary.
The heart of the pump, a special, extremely low-wear, ceramic-latching valve, ensures smooth operation. All of the valve's friction pairs are made of ceramics in conjunction with precision-ground, high-performance plastics. The result is minimum wear in the valve itself. To increase the service life of the diaphragms, Timmer relies on the short-stroke principle. The reduced stroke path provides long-term protection of the diaphragm. Stefan Anstöter sums up, "As simple as the design of our chemical pumps is, the interaction of the specific components is quite complex. High demand shows us that we have hit the nerve of the industry with our high safety standards, and that we meet the industry's rigorous requirements."
More information can be found at www.timmer.de.
*Images courtesy of Timmer
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!









