Modern Mixing and Dispersion Technologies in the Production of Paints and Varnishes

In addition to rising raw material costs, manufacturers of paints and varnishes are faced with another cost driver: a rapid increase of energy prices. In this context, more-efficient production with a reduced energy requirement and an improved utilization of raw materials becomes an important factor for ensuring competitiveness. Compared to the high-speed dissolver, which is widely used in the production of paints and varnishes, modern technologies achieve significant improvements here. Depending on the application, the energy requirement, manufacturing times, and production costs can be reduced by up to 90% and more.
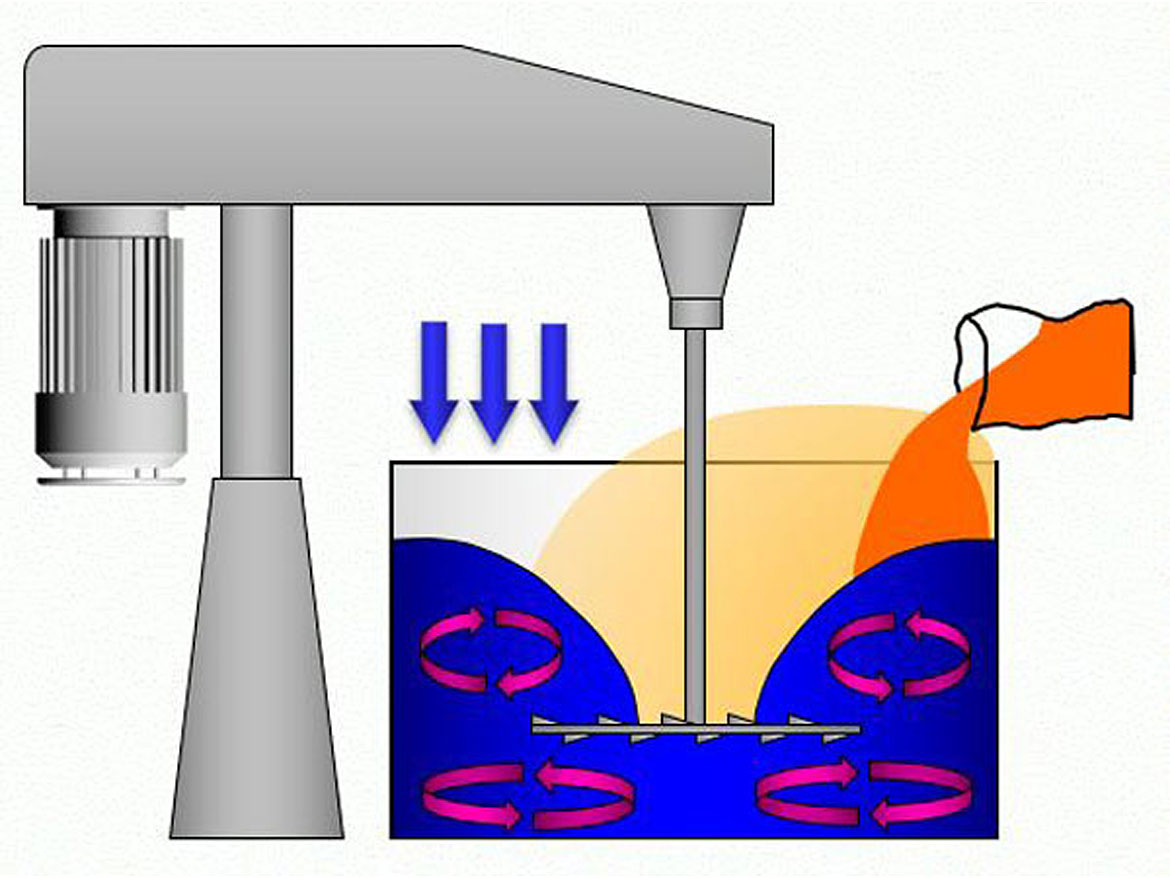
Many different process steps take place in one vessel in process technology, at the same time, and often also with the same tool. This is also the case for the dissolver technology commonly used in the production of paints and varnishes, which dates back as far as the 1930s and has only changed very little in the past decades (Figure 1).
The dissolver disc is used for the mixing, dispersing, and introduction of raw materials in powder form into the liquid, whereby the output of the machine is distributed over the entire vessel content. The disc only generates a very low-shear effect, thus requiring high viscosities for dispersing, which counteracts effective powder induction. The principle of the disc stirrer hinders vertical mixing. The powder induction by means of vortex introduces a lot of air into the product, which not only reduces the dispersion effect, but also necessitates the use of additives, which have a negative effect on the finished product at a later stage. The dispersion results fluctuate widely. All this makes production based on the dissolver technology energy-intensive, slow, and inefficient.
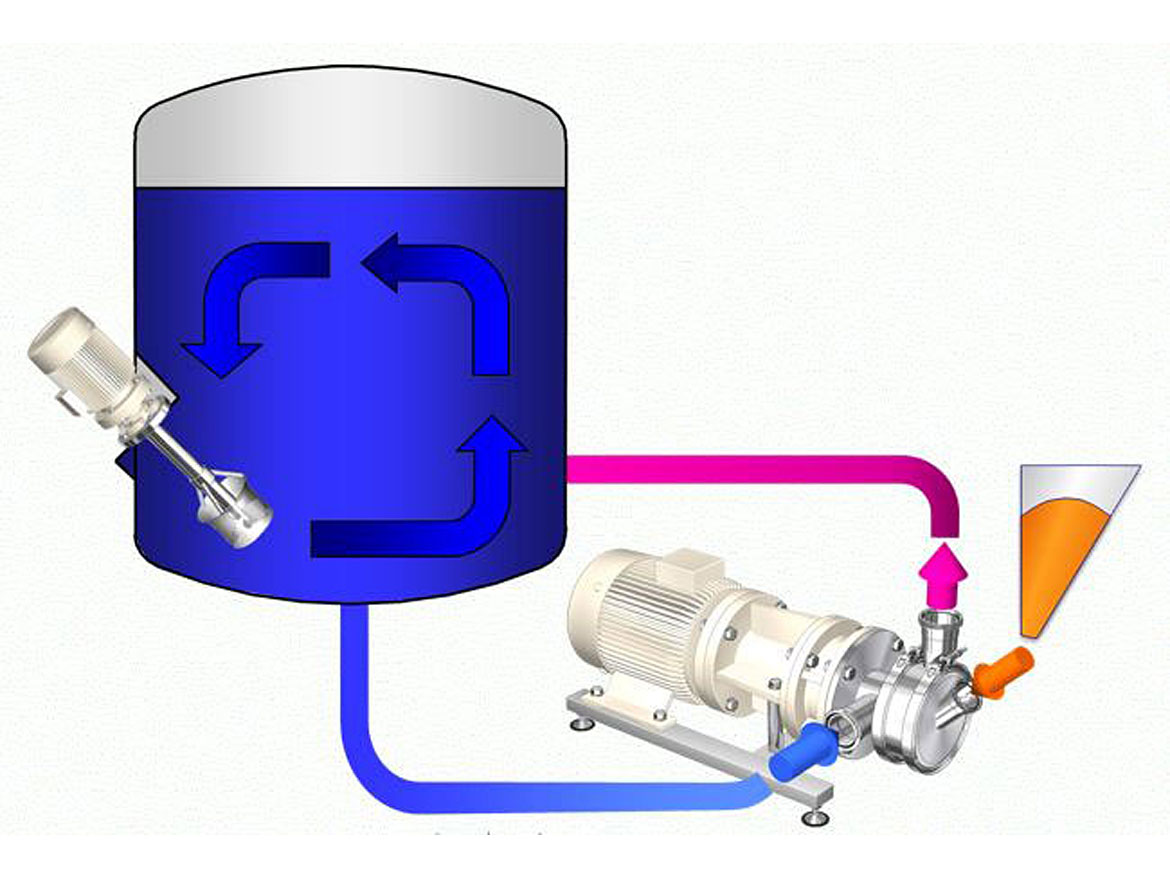
The crucial lever for increasing efficiency in the production of paints and varnishes for lowering the demand for energy, as well as reducing production costs and manufacturing times, is a significant increase of the intensity of the pivotal-dispersing and powder-wetting processes to a substantial extent. However, this intensive dispersion then no longer occurs in the entire vessel, but outside, in a small area and at the shortest possible time in the circulation process. At the same time, a permanent homogeneous mixing occurs in the vessel. The inline disperser is connected to the process vessel via pipes in the circuit, with an efficient mixer installed in the process vessel (Figure 2).
Prevention of Agglomerates through Vacuum Expansion
Agglomerates are a central issue when using conventional technologies in the production of paints and varnishes. In most cases, powders are agglomerated, and the finer the powder, the more it tends to agglomerate. If these agglomerates are not already broken up during powder induction, or if further agglomerates are even formed during induction into the liquid, these agglomerates must be broken down subsequently through long and time-consuming re-dispersion or grinding.
With the high-speed dissolver, the powder particles do not come into contact with the liquid individually, but as a compact discharge. The liquid surface, which is available to the powder for wetting, is smaller than the particle surface to be wetted by a large scale. Powders have specific surfaces between 1,000 and some 100,000 square meters per kilogram. With the high-speed dissolver, only about 100 square meters per minute are available for wetting. This is why particles are not fully wetted immediately and completely, resulting in agglomerates. Re-dispersion for breaking down the agglomerates not only makes production processes energy- and time-consuming, but also reduces product quality. For example, polymers are destroyed and resins or binding agents are overheated in the process. Often, the required fineness can only be achieved in a dissolver process with subsequent grinding.
On the other hand, state-of-the-art inline dispersion technologies with powder induction based on vacuum expansion achieve complete de-agglomeration and wetting of the power particles within microseconds. Grinders are only required in exceptional cases.
With the vacuum expansion method, the air contained in the powder is expanded by a multiple directly in the wetting and dispersing zone due to the induction vacuum, which significantly increases the distance between the particles. The particles are separated and fluidized. The machine generates a specific liquid surface of approximately 1,000,000 square meters per minute. This is more than the powder surface to be wetted and approximately 10,000 times as much compared to a high-speed dissolver. Powder and liquid only come into contact with each other in the wetting chamber – under maximum vacuum and maximum turbulence. The powder particles have the largest possible distance to each other in the dispersing zone, and can thus be fully wetted and dispersed individually.
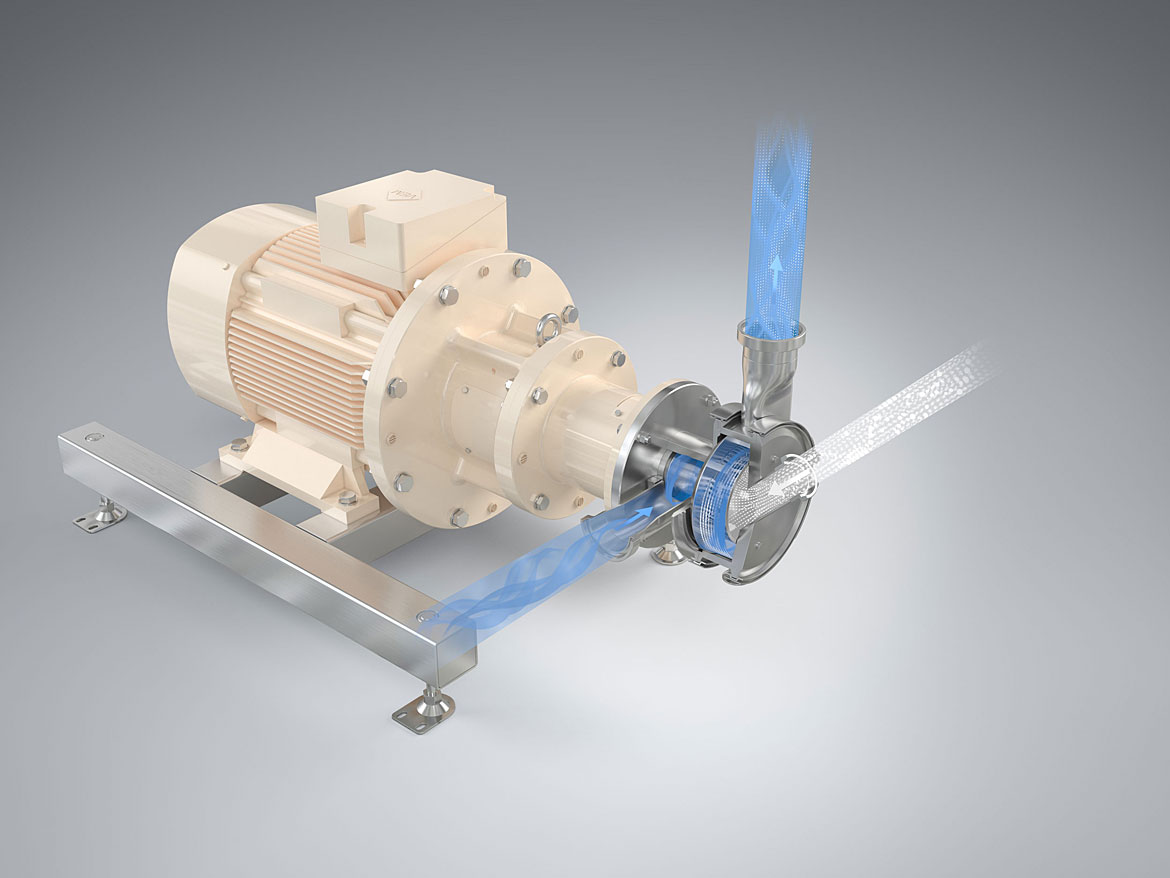
With the YSTRAL Conti-TDS inline dispersing machine developed by ystral (Figure 3), the processes of wetting and dispersing are concentrated in a dispersing zone with an effective volume of only approximately a quarter of a liter.
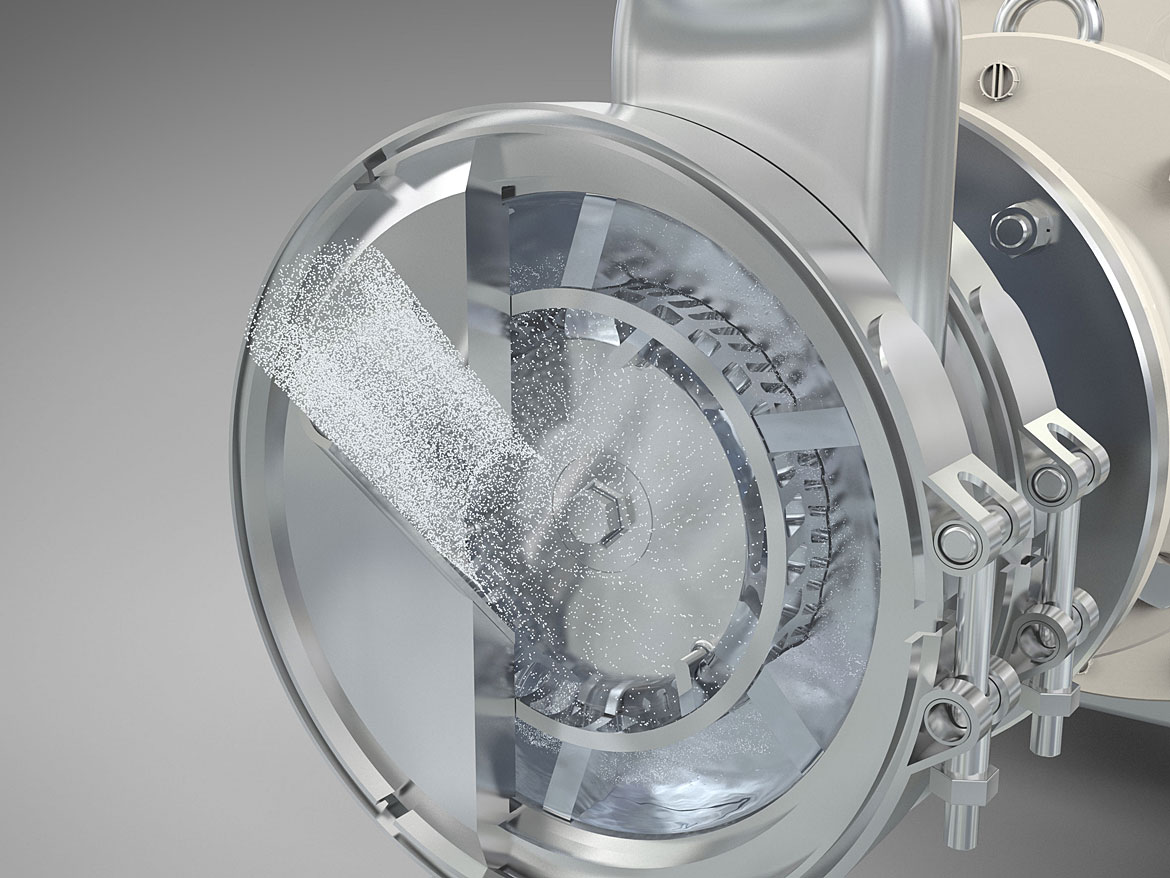
Compared to a high-speed dissolver operated inside the vessel, such an inline disperser generates approximately 30,000 times higher volume-specific power. This concentrated power is crucial for successful dispersion. Using a rotor-stator system (Figure 4), the inline disperser also builds up shear forces that are 1,000 times higher. The dwell time is extremely short, so that only a fraction of the energy is needed compared to the high-speed dissolver.
No Vortexes and No Additional Air Intake
Another problem of dissolver technology is air intake. This occurs, on the one hand, through the powder materials themselves, as powders contain a lot of air. Even heavy powders such as titanium dioxide have a volume share of more than 75% air. For light powders, the share is more than 90%. If this air is not fully substituted by liquid and separated, but dispersed together with the powder particles, this results in micro-foam, which is the case in a dissolver process.
If the powder is added from the top into an open vessel, vortexes are also created, which introduce large amounts of additional air. Air is elastic and thus prevents efficient dispersing. The output of a machine, which is used for the compression, expansion, and division of air bubbles, is not available for the dispersing and mixing.
For this reason, when using state-of-the-art technologies for the production of paints and varnishes, the powder is directly absorbed into the liquid externally in the circuit. There are no vortexes and there is no additional air intake during the entire process. During powder wetting in the vacuum expansion process with a rotor-stator system, the air contained in the powder is separated from the significantly heavier dispersion through the centrifugal effect of the fast-running rotor and coalesces to large air bubbles. These are then pumped to the process vessel with the liquid flow, where they can easily escape.
Turbulent Micro-Mixing and Almost Turbulence-Free Macro-Mixing
A conventional agitator might be able to move the complete liquid in the vessel at minimum power requirement with low electrical power and a small motor due to a nearly turbulence-free laminar flow in the vessel. However, not only the electrical power generated by a machine, but also the required process time is relevant for the energy requirement of a production process – and this process time is very long for conventional technology.
In comparison, modern jet-stream mixers focus on process intensification and a local concentration of the machine output by combining a turbulent micro-mixing zone in their mixing head with an almost turbulence-free vertical macro-mixing of the entire vessel content. Due to the turbulence generated in this micro-mixing zone, such mixers initially require more power than a simple conventional mixer, which does not generate any turbulence. However, as the mixing times for a jet-stream mixer are reduced by up to 90% depending on the product, the energy requirement is less than a third, despite two to three times higher capacity. Other than when using a conventional agitator, the product is actually fully mixed homogeneously at the end of the mixing process – without any unmixed zones and sediments – and consistent results are achieved independent of the batch size and the fill level in the vessel. Jet-stream mixers can be installed in a vessel from the top, the bottom, or the side (Figure 5).

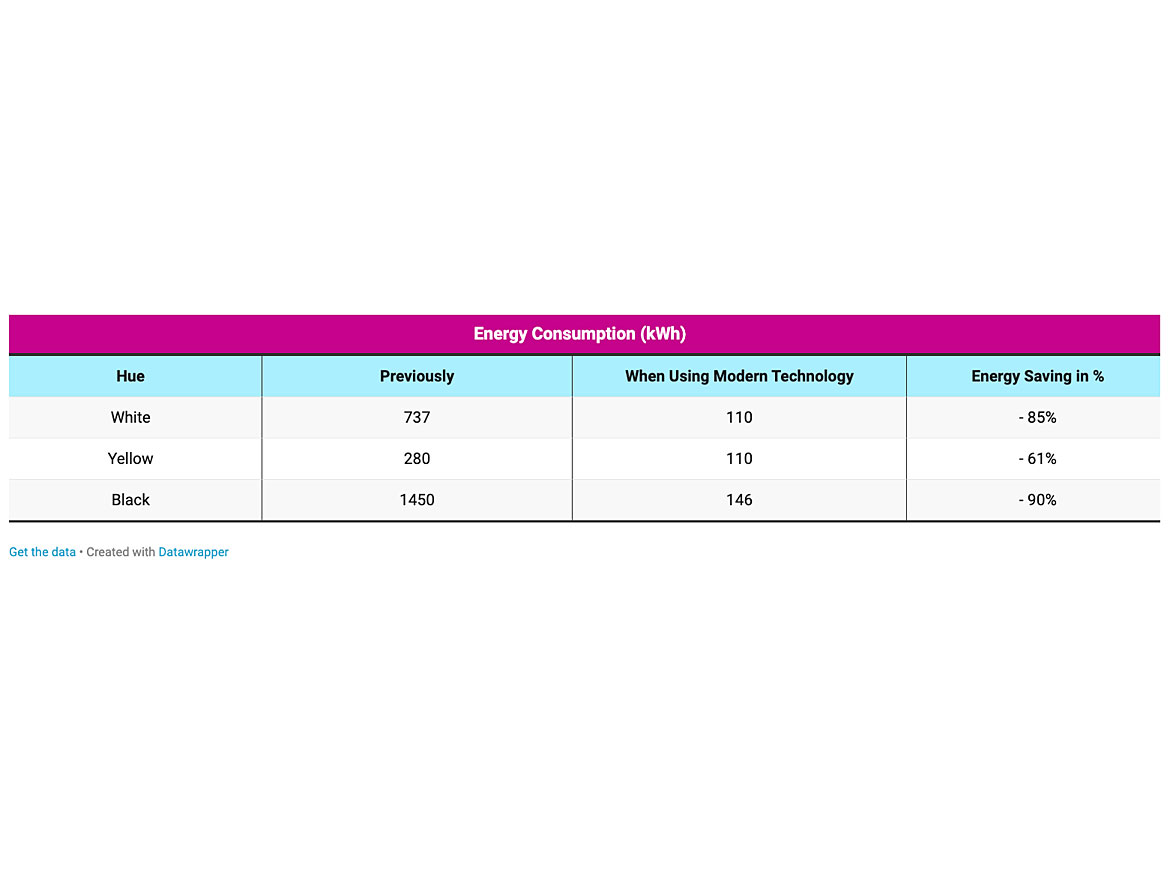
On average, processes with inline dispersers for powder induction and jet-stream mixers save about two-thirds of the energy required previously. The savings are even substantially higher for the production of pigment pastes, where the use of a grinder is not necessary. For white pigment paste, the energy saving is 85% compared to a conventional process, for black pigment paste, the energy requirement is even reduced by 90% (Table 1).
More Efficient Raw Material Utilization
In addition to a significantly reduced energy requirement, modern technologies open up further potential for the lowering of costs – particularly with regard to a more efficient utilization of the raw materials. For example, powder materials can be processed without dust and losses in the vacuum expansion process, whilst a proportion of the solids is always lost when adding the powder via a chute with extraction system. In addition, due to the improved particle breakdown, the quantity of the raw materials used can be reduced. For expensive raw materials such as titanium dioxide, significant cost savings are possible this way. For wall paints, the titanium dioxide quantity can be reduced by up to 8% with the same color strength and the same hiding power. With printing inks, the savings are even higher.
What’s more, powder materials can be wetted and dispersed in the best possible order for the product when using state-of-the-art technologies. In a dissolver process, due to the high viscosity required for this, the thickener must be introduced first. This not only hampers the wetting of very fine powders. As thickeners are often shear-sensitive in the field of varnishes and paints, thickeners introduced at the start of the process are broken down in an uncontrolled way during the process, which is why the thickener must be over-concentrated.
For an inline dispersion by means of vacuum expansion, however, powder induction in liquids is possible for high as well as low viscosities – whereby low viscosities are beneficial here, as this substantially accelerates the process. In an inline dispersing process, the thickener is only added at the end.
Saving of Additives, Reduction of Biocides, Simplified Cleaning
Wetting agents, which are used in the dissolver process for reducing the surface tension, can be completely omitted for inline dispersion under vacuum. Two further additives can be reduced, namely deaerators and defoamers, which must be used for a conventional dissolver process.
As the contamination of the product with germs is drastically reduced in a closed, clean process with powder induction below the liquid level, biocides can also be saved to a large extent for the production of paints and varnishes.
Further cost savings can be made during cleaning. Modern machine concepts follow the rules of the hygienic design, thus enabling easy cleanability with low cleaning agent requirement.
Reduction of Production Costs and Batch Times of Over 90%
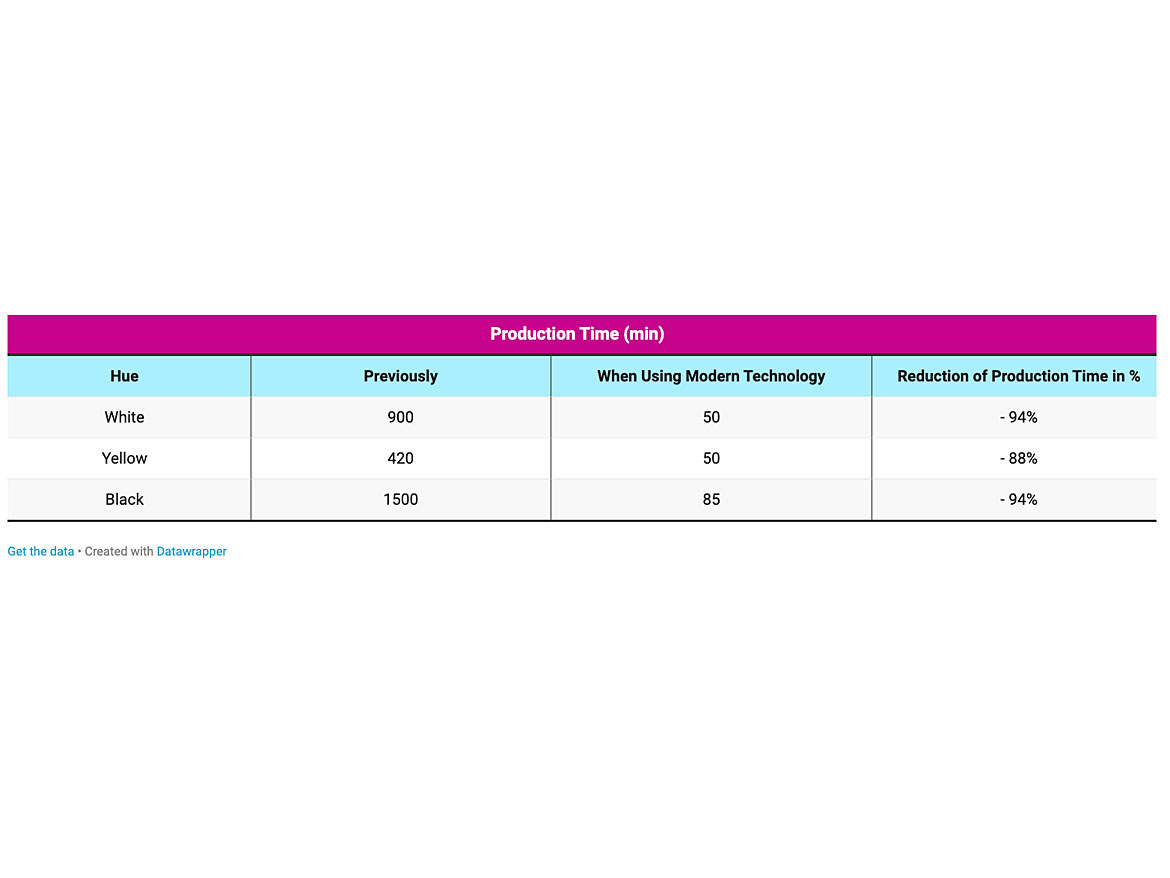
All in all, state-of-the-art technologies in the production of paints and varnishes result in tremendous economic advantages. With an inline disperser, which is operated on a process vessel with installed jet-stream mixer, the production times are drastically reduced compared to conventional technologies. Resins can be dissolved in a fiftieth of the time, and production times can be lowered by more than 80% overall. The production times are even substantially lower for the production of pigment pastes, where a grinder is not necessary. For yellow pigment pastes, time savings of 88% are achieved, while a batch time reduction of 94% is even possible for white and black pigment pastes (Table 2).
On cost side, a reduction of the production costs by 90% and more is possible. For the production of automotive coatings, the costs decrease to below 8% with the new technologies, and even to under 5% for solvent-based flexographic printing inks, as well as for primers and fillers for furniture production.
In the context of greatly increased energy and raw material prices and an intense competition in the coatings and paint industry, manufacturers are increasingly under pressure to replace traditional dissolver technology with state-of-the-art technologies, not only because further gains in efficiency are possible beyond a simple circulation process. For example, for twin-tank concepts, where an in-line dispenser is alternately operated on two identical process vessels instead of one, the system efficiency can be increased by 60-100%, while enormous rationalization potential can equally be harnessed for slurry production and in-line processes.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






