Current Trends of Cationic Coating Production Methods and Apparatus
Upon Paper, Packaging and Textiles

In the ancient civilizations in and around the Mediterranean, artisans used vegetable oils as the working medium for painting. Air-drying paint formulations using oils of castor, hempseed, pine nut, poppy and walnut have been recorded. Linseed oil generally was not used due to its tendency to slowly dry, darken and crack over time, unlike mastic and waxes. Once thickened, the oils became resinous and could be used as a varnish to seal and protect artisans’ paintings from water.
Early Christian Monks maintained meticulous records and used these same formulations and techniques for artwork paints and varnishes as well as for indicia inks. Linseed oil was commonly used for indicia document recording by scribes instead of olive oil – which took an excessively long time to dry. Oil-based paints were also commonly used for decoration upon outdoor exposed wood surfaces due to its tough waterproofing nature, just as in modern day.
Apothecaries were the earliest working chemists, and by the 14th century were formulating and dispensing chemical compounds, liquids and medicines for physicians, surgeons, patients and the general populous – including artisans.
Oil-based paints started replacing water-soluble, fast-drying egg tempera paints in the 14th century due to their ability to layer over earlier-applied color undercoats, but early formulations were slow to dry and difficult for artisans to achieve fine details.
By the 15th century, as Naturalism style popularity increased, quick-drying water-based egg tempura paints could no longer achieve the exquisite fine details and precise effects that only could be attainted through oil-based paints. During this period, oil-based paints were improved by adding litharge – lead oxide, termed sugar of lead, which significantly improved uniform paint drying without cracking, but darkened the paints. “Cooked oil” – oglio cotto was vastly improved by Leonardo da Vinci through paint formulation improvements including adding bees wax, thus preventing darkening of oil-based paints. Only artisans’ artwork incorporating da Vinci’s ingenious paint formulations survived this period (Figure 1).
Modern oil-based coatings, inks and paints use oils from bladder pod, calendula, ironweed and/or sand mat plants to increase water resistance and further reduce drying times.
Shellac is often mistakenly labeled as a tree-based resin or lacquer, but actually is an excretion from the lac insect, common throughout Southeast Asia, and is highly useful as a varnish barrier between paint layers while being a renewable resource. Zinsser® brand shellac, now under the ownership of Rust-Oleum® in the United States, has a major presence in charcoal, pencil, water color and other artisan works due to its very high gloss and relatively rapid drying time.
The author has utilized shellac and can attest to its fabulous properties. However, it should be noted that using shellac has two major limitations – first, being soluble in alcohols, there should be no delay in shellac application lest the alcohols evaporate, and second – presence of moisture creates an adverse milky haze that is difficult, but not impossible to remove. Shellac use in humid environments may present a challenge, but is a fabulous varnish choice for artisans.
The term lacquer is actually derived from shellac, and is soluble in alcohols or any number of natural or synthetic solvents, for protection and/or decoration of artwork, metals, plaster, wood etc. The terms shellac, glaze enamel, polish, varnish et. al. – are all synonyms.
In the mid-to-late 18th century, it was discovered that distillation of bituminous coal could yield a plurality of organic solvents including, but not limited to, anthracene, benzene, phenol, toluene and xylene – while the final “mother liquor” yielded coal tar pitch, which is used in modern day as the asphalt base material for bathroom showers, roadway paving, roofing and/or subterranean structure protective sealing.
Japan Black – also known as Brunswick Black, is a lacquer composed from coal tar pitch - asphalt base, dissolved in naphtha, turpentine or seed oils such as linseed oil. Applied directly to fabricated metal parts or sub-components, it is baked at 400 °F (205 °C) for up to an hour. The bitumen from the coal tar yields incredible depth, hiding power, opaqueness and toughness – which explains its enormous popularity as a black. Ford Motor Company exclusively used this on their earliest motor vehicles – but also meant that due to the hiding power of bitumen, colors such as blue or red were nearly impossible to achieve. Hence the origin of the infamous quote by Henry Ford of “Any color you want, as long as it’s black”.
Overprint varnish, by definition, is the addition of a protective coating upon already printed surfaces without limitation – similar to da Vinci’s oglio cotto. The scope of overprint varnish (OPV) is also for adding gloss and/or surface protection upon uncoated and/or unprinted substrate surfaces, including but not limited to, corrugated cartons, gift boxes, paper stock, posters and/or textiles – either selective or full bleed coverage.
While an OPV may be of aqueous, aqueous/alcohol, solvent and/or UV 100% solids material formulations, pursuant to the scope of this article, the preferred embodiment for OPV is of UV 100% solids materials to take full advantage of combined materials, methods and apparatus to achieve uniform and controllable applied thicknesses far below one micron, measured in billions of cubic microns (bcm).
OPVs traditionally use anilox print rollers, having greater than 1,000 cells per linear inch for varnish transfer upon substrate surfaces. Advances in methods and apparatus now present newer and more advanced roller coating options, such that OPV may employ coating and/or printing scopes of use for high-volume and/or high-value consumer products.
While traditional OPV formulations offer protection from but not limited to abrasion, chemicals, marring and/or scratching upon most substrate surfaces, current OPV materials have a significant scope of use limitation when incorporated upon darker chromatics and/or indicia printed upon industry-wide packaging and/or corrugated carton substrates. These substrates are readily malleable such that protective OPV and the underlying print-applied chromatics and/or indicia may be abraded, marred and/or entirely removed, exposing underlying substrate materials – resulting in undesirable damage to packaging.
New OPV UV energy-cure technologies are coming to market addressing current OPV material and/or method limitations - having chemical, functional, mechanical and/or physical combined features and/or benefits through improvements in:
- Abrasion resistance
- Chemical resistance
- Cross-hatch adhesion
- Gloss levels
- Malleability
- Pencil hardness
- Scratch and/or mar resistance
- Solvent rub resistance.
In the February, 2018 issue of PCI Magazine, features and benefits from incorporating decorative and/or functional cationic pre-coated deep draw steel for manufacturing, fabrication and/or assembly operations for major appliances was presented. In the July, 2018 issue, features and benefits of incorporating decorative and/or functional cationic pre-coating extruded polymeric film and sheet was presented.
Tried-and-true materials, fabrication and/or manufacturing processes of the past may not have the capability to achieve the targeted costs, volumes, time to market and/or product outcomes desired.
Every fabrication, manufacturing and/or process operation is specific to the exact combination of materials, methods and apparatus incorporated for the desired or intended outcomes – while at the lowest costs and highest reliabilities that are production process attainable.
Materials, Methods and Apparatus
Herein, another new and novel material, method and apparatus are presented incorporating cationic UV energy-cured coatings as OPVs upon paper, packaging and/or woven textiles without limitation for cosmetic and/or functional use.
Materials
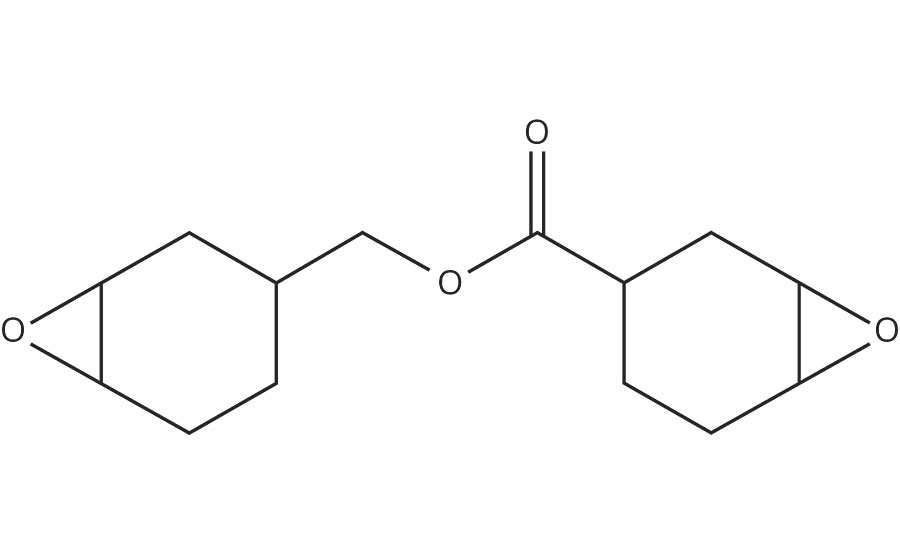
Cationic monomer polymerization primarily involves cycloaliphatic epoxides combined with a plurality of other cationic monomers and/or oligomers, crosslinking and/or chain-linking through the mechanism of a weak Lewis acid generated by one or a plurality of photoinitiators.
Research has shown that both C=C carbene and C=O carbonyl groups are crucial for this scope, which may be considered a living (on-going) polymerization process, continuing until impurities, increased viscosity, monomer concentrations, monomer chain-linking polymerization and/or polymer crosslinking densities essentially terminate reaction mechanism(s).
The author has discovered formulations of cycloaliphatic epoxides and/or a plurality of other cationic monomer and/or oligomer materials under proper methods and apparatus that fulfill the required elements for this scope (Figure 2).
Readers may consider a broad spectrum of commercially available, high-purity mono to multi-function group liquid and/or solid cationic monomers and/or oligomers, including allyl ethers, modified polyesters and/or polyols, as precursors for cationic and/or mixed cationic – free-radical monomer and oligomer polymerization mechanisms suitable for OPV formulations.
Methods and Apparatus
Of the below-noted printed inks specific to paper, packaging and/or textile methods and apparatus, it is assumed of full-bleed or 100% coverage, white when necessary, chromatics and/or selective indicia in one or a plurality of colors for 1st, 2nd or combined paper/sheet/web/textile surfaces to the desired scope intended:
- Digital printing
- Flexographic printing
- Gravure printing
- Lithographic printing
- Offset printing
- Pad printing
- Screen printing.
Digital printing allows for near-unlimited options for chromatics and/or indicia without the need for any secondary method and/or apparatus. Furthermore, packaging, sheet and/or web finished dimensions are limited only by the apparatus printing width, length and Z-axis apparatus processing capability – web and/or sheeted format.
Flexographic printing allows for chromatics and/or indicia specific to packaging, sheet and/or web dimensions up to the secondary method and/or apparatus width of the press, circumference of the roller and capability of Z-axis apparatus processing capability – web and/or sheeted format.
Gravure printing allows for chromatics and/or indicia specific to packaging, sheet and/or web dimensions up to the secondary method and/or apparatus width of the press, circumference of the roller and capability of Z-axis apparatus processing capability – web and/or sheeted format.
Lithographic printing allows for chromatics and/or indicia specific to packaging, sheet and/or web dimensions up to the secondary method and/or apparatus width of the press, circumference of the roller and capability of Z-axis apparatus processing capability – web and/or sheeted format.
Offset printing allows for chromatics and/or indicia specific to packaging, sheet and/or web dimensions up to the method and/or apparatus width of the press, circumference of the roller and capability of Z-axis apparatus processing capability – web and/or sheeted format.
Pad printing allows for chromatics and/or indicia specific to packaging, sheet and/or web dimensions up to the method and/or apparatus limitation of the pad print cup diameter, number of ink stations and/or if single or dual-printing scope – generally of a sheeted format.
Screen printing allows for chromatics and/or indicia specific to packaging, sheet and/or web dimensions up to the method and/or apparatus screen size, screen mesh and number of color stations – web and/or sheeted format.
Of the above print methods and apparatus, cationic UV energy-cured coatings applied as an overprint varnish upon paper, packaging and/or woven textiles without limitation for cosmetic and/or functional use to any of these seven methods and apparatus provide combined features and/or advantages, including:
- 100% material transfer use
- Ability to coat 1st and/or 2nd surfaces in one continuous processing operation
- Immediate on-line and/or in-line monitoring and real time QC
- Elimination of final dimensional variations
- Elimination of induced curling and/or warping due to solvents and/or co-solvents
- Elimination of batch and/or tunnel forced hot air dry and associated energy costs
- Elimination of wet to dry film debris issues and losses
- Maximum film/sheet process throughput
- Minimized processing line space requirements
- Near-zero airborne VOC emissions
- Near 100% elimination of hazardous waste disposal costs and cradle-to-grave liability
- Reduction of overall carbon footprint.
The scope of overprint varnish materials, method and apparatus is also for adding gloss to uncoated and/or unprinted substrate surfaces similar to da Vinci’s oglio cotto.
While an OPV may be of aqueous, aqueous/alcohol, solvent and/or UV 100% solids material formulations, the preferred embodiment is for UV 100% solids materials to take full advantage of combined materials, method and apparatus to achieve uniform and controllable applied thicknesses far below one micron, measured in bcm.
The OPV method and apparatus traditionally use anilox print rollers, having greater than 1,000 cells per linear inch for varnish transfer to substrate surfaces. Advances in methods and apparatus present newer and more advanced roll coating opportunities, such that materials, method and apparatus specific to cationic UV energy-cured OPV coatings may employ coating and/or printing scopes of use for high-volume and/or high-value consumer products.
Examples
Decorative Cartons
Paper, packaging and/or corrugated cartons incorporating print decoration and/or indicia by any of the print methods and apparatus highlighted herein, customarily engage traditional overprint varnish materials as a final step for protection of the applied print decoration and/or indicia from abrasion, chemicals, marring, scratching and/or water resistance – commonly of full bleed coverage.
Unlike substrate materials of formable sheet metal, extruded polymeric film or sheet and/or injection molded plastics, paper, packaging and/or corrugated cartons are highly malleable, having the ability or rather, susceptibility, to be forced and/or physically pressed out of shape. Equally, conventional overprint varnish materials applied over printed ink decoration and/or indicia lack malleability and are subsequently removed from paper, packaging and/or corrugated carton substrates, resulting in damaged and unsightly surfaces.
OPVs built around cationic formulations can be highly malleable, having the ability to withstand enormous physical distortion through coating elongation and flexing – thus protecting the underlying print decoration and/or indicia with the capability to far exceed the malleability of the paper, packaging and/or corrugated carton substrate, while adding gloss, tactile properties and strengthening surfaces, provided there is sufficient thickness of the cationic OPV (Figure 3).

These same features and benefits may be imparted upon paper, packaging and/or corrugated cartons with print decoration and/or indicia by any of the print methods and apparatus highlighted herein by incorporating OPVs built around cationic formulations protecting security and authentication covert and/or overt identifiers from being inadvertently damaged and/or removed.
Preventing Disease
According to the U.S. Centers for Disease Control and Prevention or CDC, in 2011, one person in seven admitted to a U.S. hospital acquired an infection simply from being in pathogen-rich environs of a hospital, regardless of the scope of the hospitalization. Infections from antibiotic-resistant bacteria alone made 2 million persons ill - killing 23,000+ with $35 billion lost productivity. Of these one-in-seven persons contracting pathogen infections while being hospitalized, are termed Hospital-Acquired Infections (HAIs).
Of 722,000 patients hospitalized in 2011, 75,000 patients succumbed to HAIs from the five major classes of pathogens. Today this early mortality number is likely to exceed 100,000 hospitalized patient deaths annually within the United States.
Paper and packaging products used within environments rich in recalcitrant pathogens such as, but not limited to dental, emergency room, hospital, laboratory, medical, surgical and trauma centers where exposure to recalcitrant pathogen cross-communication and cross-contamination, lead to increases in patient, staff and/or visitor infections and mortalities.
One new and novel remedy for the scope of reduction in recalcitrant pathogen HAIs is cationic UV energy-cured coatings applied as OPVs engaging pathogen deterrents upon paper and paper packaging surfaces. The pathogen deterrents to be communicated of efficacy CFU/mL R values of 6+ with efficacy contact times under 30 seconds without limitation of planktonic, mono-layer and biofilm bacteria as well as gram – negative and gram – positive bacteria, as a barrier to pathogen cross-contamination and cross-communication while rendering the pathogens deterred and/or dead (Figure 4).

The EU counterpart to the CDC is the European Centre for Disease Prevention and Control – ECDC, headquartered in Solna, Sweden. Concerning HAIs, ECDC uses the term Healthcare-Associated Infections – HCAI. The 2016 Annual Epidemiological 2016 report using 2014 data states that 8% of all patients staying in a hospital ICU for more than two days presented at least one ICU-acquired HCAI.
The ECDC published 2016 conclusions concerning public health: “The majority of HAIs in ICUs are associated with the use of invasive devices (e.g. endotracheal tubes, vascular and urinary catheters), and a significant proportion of these HAIs is considered preventable. Moreover, the burden of antimicrobial resistance is high in ICUs, due to the severity of the clinical condition of the patients, the frequent use of antibiotics and varying infection control practices.
Strengthening infection control measures and implementing antimicrobial stewardship constitute essential measures to prevent HAIs and the spread of antimicrobial resistance in ICUs. Further understanding of the variation in incidence and of the burden of HAIs in ICUs will be facilitated through the use of quality indicators and information on outcome. These are included in the new ECDC protocol for surveillance of HAIs in ICUs and are expected to increase the utility of the surveillance data.”
Data from the ECDC presents a far-darker picture concerning HAIs. Of 15 EU countries in the 2014 study – of 1,100+ hospitals, four million hospitalized persons acquired pathogen infections, resulting in 37,000 patient mortalities specific to microbial pathogen infections.
The U.S. Food and Drug Administration assigns protocols and sets ASTM test standards for covering patents and surrounding areas with a sterile barrier to create and maintain a sterile field during surgical procedures, and is termed draping. Draping may include reusable woven fabrics or of single-use nonwoven disposable fabrics - the latter being predominant in today’s healthcare.
Asepsis means free from pathogenic microorganisms, and there are two types of asepsis venues - medical and surgical. Aseptic means using practices and procedures to prevent contamination (infections), yielding a medical or surgical field free from pathogenic microorganisms – the removal of all pathogens, while sterile means the absence of any and all microorganisms including pathogens. Healthcare professionals use aseptic techniques to minimize risk of infections, including but not limited to clinics, ERs, foods, laboratories, patient rooms and equipment, pharmaceuticals, staff procedures, surgical theatres and operating equipment, trauma centers, visitor protocols etc. (Figure 5).
Medical and surgical aseptic environments are ground-zero for recalcitrant pathogens, and thus pathogen cross-communication and cross-contamination to patients, physicians, staff and/or visitors of HAI, HCAI and the resulting infection mortalities.
Another new and novel remedy for the scope of reduction in HAI and HCAI recalcitrant pathogen infections is cationic UV energy-cured coatings engaging pathogen deterrents applied as conformal OPVs upon medical and surgical reusable woven fabric and/or single-use nonwoven disposable fabric drape surfaces.
Conclusion
UV energy-cured cationic coatings present viable and attractive options to OEMs, paper, packaging and/or corrugated carton fabricators to improve physical properties and protect end-use cosmetics, indicia and/or security and authentication covert and overt identifiers, as well as an effective delivery transport mechanism for new pathogen inhibition and biocidal efficacy technologies upon paper, packaging and textile draping used in healthcare, medical and/or surgical environs.
Acknowledgement
The author wishes to thank UV Specialties, LLC of St. Charles, Illinois, and Mr. Dewey Mason, Technical Director, for his contributions.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








