New Reactive Silicones for Formulating Durable Epoxy-Silicone Hybrids

As organizations increasingly focus on the life cycle cost rather than the initial cost of high-performance protective and marine coatings, formulators are being asked for more-durable solutions that retain their properties for longer periods in harsher environments.1-3 The oil and gas industry, for example, requires new protective coatings that can withstand the elevated temperatures and pressures encountered when drilling at greater depths. The hydraulic fracturing, or fracking, industry is asking for new coatings to better protect pipelines and storage tanks against harsh mixtures of chemicals that are being transported and stored at higher temperatures. Infrastructure and marine coatings need to last longer so that equipment or vessels do not have to be taken out of service as frequently for repairs and repainting.
In many cases, the weak link preventing a coating formulation from achieving the desired level of performance is the resin system. Resins must maintain targeted properties under long-term exposure to combinations of temperature, light, thermal cycling, humidity, water, various chemical mixtures, substrate movement and other forces. Under these conditions, resins can undergo decomposition by a variety of mechanisms, leading to product failure – often in the form of cracking. One example of this phenomenon is illustrated in Figure 1.
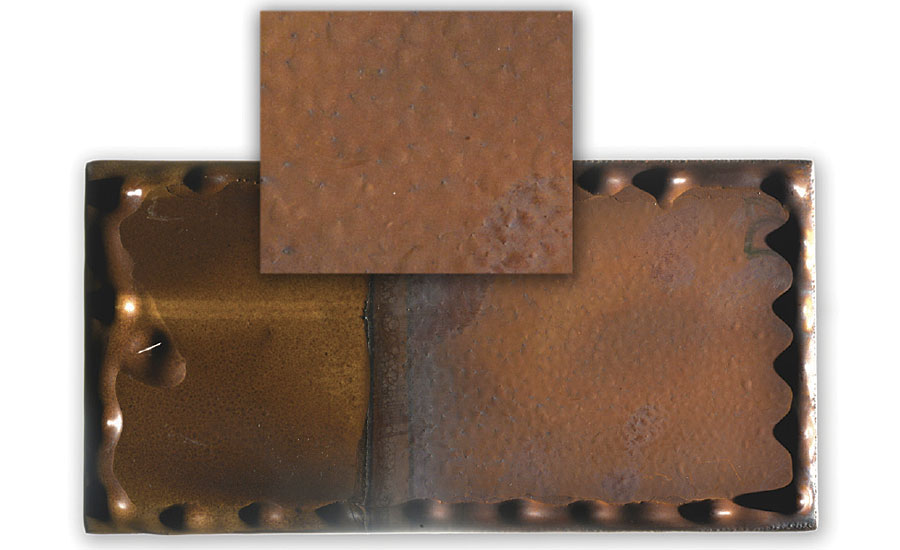
FIGURE 1 » Epoxy coating on steel that shows blistering and cracking (right) after exposure to 175 °C (350 °F) deionized water for 28 days. The top picture is a zoomed in section of the right side of the panel, which was fully immersed.
New reactive silicones, which can be used to create epoxy-silicone hybrids, offer formulators new tools to build more-durable resins. By combining the advantages of epoxies and silicones, as shown in Table 1, these novel hybrid resin systems help meet new industry challenges.
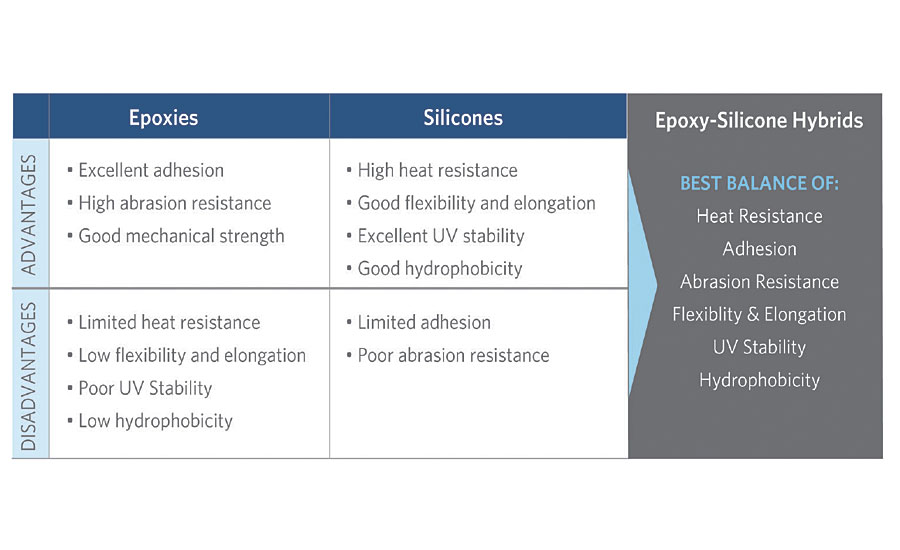
TABLE 1 » Advantages and disadvantages of epoxies and silicones.
Epoxies are known for excellent adhesion due to their polar nature and ability to create chemical bonds to the surface upon cure. Hard and strong due to high crosslinking, cured epoxies can bear loads and resist wear caused by abrasion over the long term. This good mechanical strength, however, comes at a price – an epoxy’s high crosslink density limits flexibility. Epoxies are known for cracking due to their brittleness and inability to dissipate stresses.4
Silicones are stable at continuous temperatures of 200 °C to 250 °C (390 °F to 480 °F), and up to 600 °C (1,100 °F) for short exposures. Additionally, silicone materials exhibit high elongation and flexibility that enable the dissipation of stresses and applied energy. Their strong Si-O bond (binding energy 455 kJ/mole vs. 358 kJ/mole for C-C bond) and high surface energy (hydrophobicity) make silicones resistant to atmospheric or chemical attack and less susceptible to degradation from sunlight, water uptake and ultraviolet (UV) light.
Combining the adhesion, abrasion resistance and mechanical strength of epoxies with the thermal stability and flexibility of silicones in true hybrid systems yields strong and flexible materials with higher resistance to cracking during exposure to harsh environments than traditional resins.
New Materials for Building Epoxy-Silicone Hybrids
New reactive silicones – SiVance® C1008 amino-functional silicone curative and SiVance® C2010 epoxy-functional silicone resin – are now available to formulators for building epoxy-silicone hybrids that meet their customers’ increasingly rigorous demands (Table 2). However, the development of reactive silicones for enhancing existing epoxy systems meant finding solutions to two challenges.
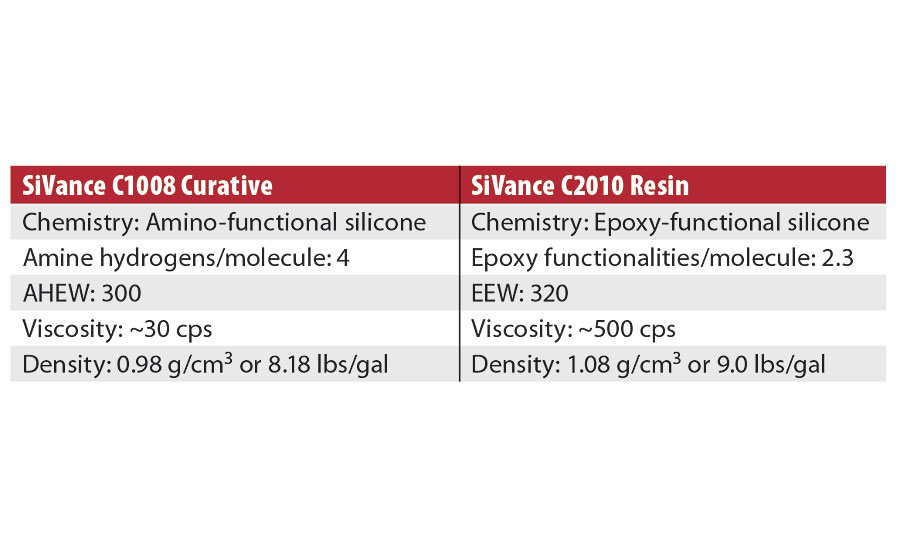
TABLE 2 » Properties of new reactive silicones
The first challenge is the lack of miscibility between epoxies and silicones. In general, they phase separately upon mixing, which prevents complete curing. Scientists developed several strategies to overcome this issue, including: chemically functionalizing epoxy resins with silanes; forming surface-modified nanolevel silica particles (known in the industry as MQ or MT resins or their variations); and forming block copolymers.5-6 SiVance researchers have taken into consideration both the benefits and shortcomings of these traditional methods. The two new reactive silicones are specifically designed with the optimal balance of silicone content to provide the desired properties and compatibilizing groups to provide miscibility with epoxies. Examples are shown in Figure 2.
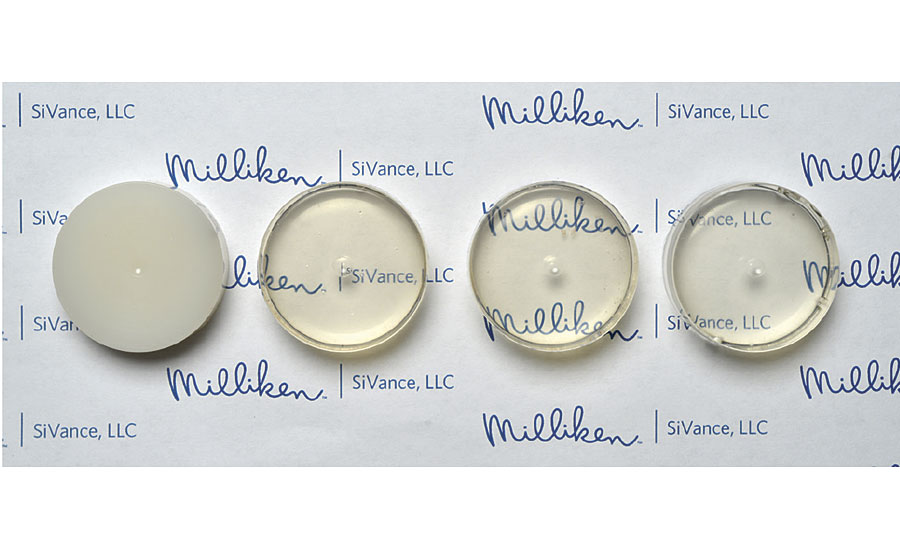
FIGURE 2 » Cured samples (diameter: 25 mm; thickness: 10 mm) that show miscibility of silicones and epoxies. From left to right: (1) competitive reactive silicone in a bis-A epoxy that shows lack of miscibility; (2) new amino-functional silicone (C1008) in a hydrogenated bis-A epoxy; (3) new epoxy-functional silicone (C2010) in a bis-A epoxy; and (4) new epoxy-functional silicone (C2010) in a novolac epoxy.
The second challenge is to design the silicone structure so it can provide the needed performance once incorporated into the hybrid. To properly architecture the structure of the new reactive silicones, scientists tested the interdependence between various geometries of silicone molecules and mechanical properties, with emphasis on flexibility and shock absorbance.
Key factors in developing formulations that meet customer needs include selecting the proper reactive silicone, optimizing the usage level, and determining the best epoxy resin, curative and additives to deliver the desired performance. Calling on suppliers for formulation and testing capabilities – such as high-temperature hydrothermal testing up to 260 °C (500 °F) – can help formulators zero in on a solution quickly.
Two test cases show how reactive silicones can improve an epoxy polysiloxane coating.
Formulating a More Durable Epoxy Polysiloxane Topcoat
To achieve good weatherability for exterior coatings used to protect steel structures (bridges, marine topsides and superstructures, offshore platforms, piping, tank exteriors, windmills) against corrosion, the industry has traditionally used a three-layer system. This time-consuming procedure requires three different materials to be layered one upon another. Applicators must be skilled in the use of an inorganic primer, a two-part epoxy paint and a polyurethane topcoat. Improper application of just one layer compromises the integrity of the entire coating. Epoxy polysiloxane paints eliminate the need for the polyurethane topcoat by providing excellent UV resistance to the epoxy layer, saving both time and money on the coating application (Figure 3). However, there is still a need to improve the durability of these two-layer coatings to extend their useful life and avoid frequent repainting.
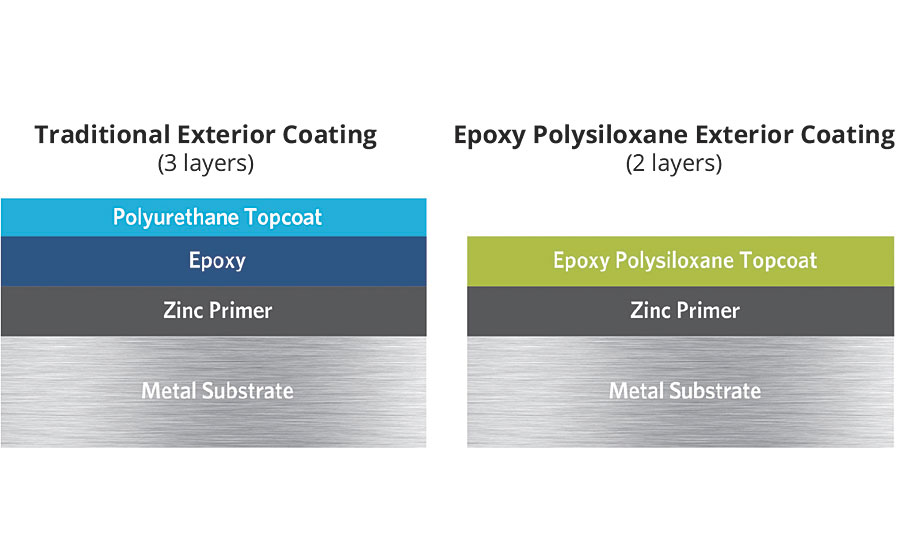
FIGURE 3 » Comparison of a traditional three-layer exterior coating with a two-layer epoxy polysiloxane coating.
A primary source of failure for current epoxy polysiloxane coatings is cracking. The moisture cure component of the paint continues to post cure over time and causes brittleness by forming highly crosslinked networks. These tightly crosslinked networks lose their ability to dissipate stresses placed on the coating from structure bending/flexing because their polymer chains have limited freedom for molecular motion (coiling/uncoiling). Often, bond breakage is the primary remaining mechanism for energy dissipation leading to crack formation.
Weathering is another reason for brittleness. Oxidation of the coating due to UV exposure and atmospheric oxygen causes network degradation, resulting in coating cracking and chalking.
To add flexibility that is maintained over the lifetime of the coating, formulators can use the new amino-functional silicone, which is a modified polysiloxane that is amino terminated. This new product is designed to be fully miscible with hydrogenated bisphenol-A epoxy resins, which are commonly used for outdoor applications.
Test Case #1
A commercial, black epoxy polysiloxane was used as a base formulation. Two coated test samples, prepared with 18 percent of siloxane curative each (one with the new amino functional silicone and another with a competitive amino-functional silicone), were evaluated for their flexibility alongside the original epoxy polysiloxane sample. Coatings were prepared on an aluminum panel and subjected to a 0.5 inch (13 mm) mandrel bend test after one week and then one year of ageing.
As shown in Figure 4 and Table 3, both the commercial epoxy polysiloxane and the competitive amino-functional silicone formulation cracked and delaminated during the mandrel bend test after only one week of ageing. However, the formulation modified with the new amino-functional silicone passed the mandrel bend test after one week – and even after one year – of ageing.

FIGURE 4 » Mandrel bend test results after 1 week of ageing: the sample on the left is a commercial epoxy polysiloxane; the sample on the right is an epoxy polysiloxane modified with the new amino-functional silicone.
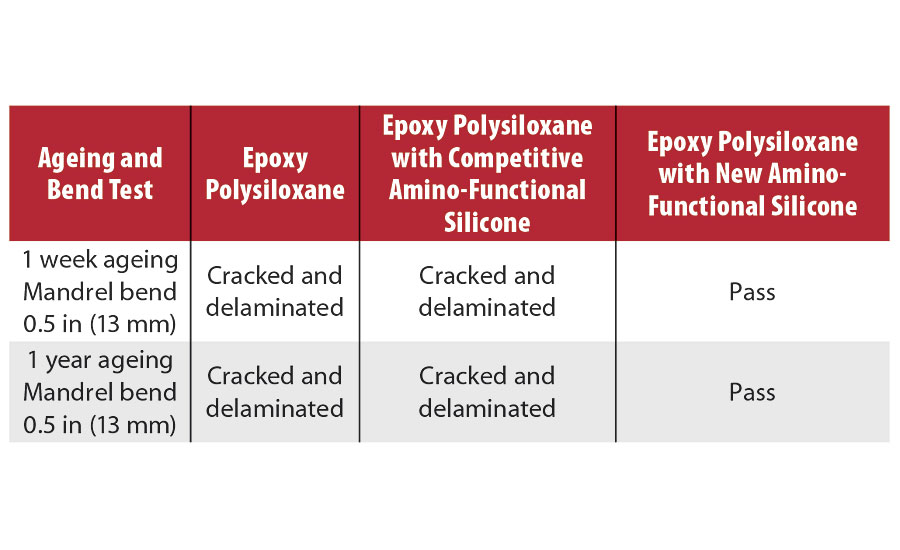
TABLE 3 » Mandrel bend test results.
Test Case #2
A commercial, clear epoxy polysiloxane cured with amino-propyltriethoxysilane was used as a base formulation. The new amino-functional silicone was added at a loading of 15 weight percent. Panels made of cold rolled steel were coated with the two materials and aged at 70 °C (158 °F) for 18 hrs, then tested for conical mandrel bend flexibility and reverse impact resistance.
As shown in Table 4, the new amino-functional silicone significantly increased the flexibility of the formulation, enabling the coating to pass the conical mandrel bend test. In contrast, the unmodified epoxy polysiloxane cracked and delaminated. In addition, the new amino-functional silicone increased reverse impact resistance by nearly 200 percent.
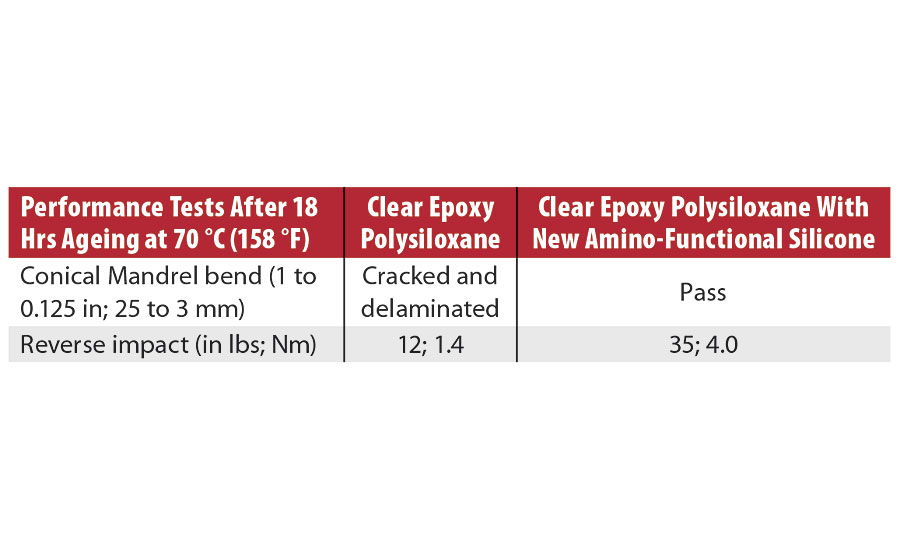
TABLE 4 » Conical mandrel bend and reverse impact test results after 18 hrs aging at 70 °C (158 °F).
Formulating More Durable Epoxy Coatings for Use in Harsh Conditions
Epoxy coatings are often used to protect steel from corrosion in demanding environments. In pipe coatings and tank linings used in oil and gas operations, offshore operations and chemical manufacturing, for example, the coatings are often exposed to high temperatures, water and/or chemical mixtures. A common failure mode under these harsh conditions is blistering and cracking. Increasing the flexibility of the epoxy without sacrificing other properties may prevent this failure mode from occurring and increase the coating’s lifetime. This is especially important in the oil and gas offshore drilling sector, where platforms are now located in deeper water and are more difficult to access for inspection and maintenance.2
The new epoxy-functional silicone gives formulators a new tool for adding durable flexibility to their epoxy coatings. This novel material is designed to be compatible with bisphenol-A and novolac epoxies – which are often used for these applications. The possibilities are demonstrated by comparing an epoxy-silicone hybrid built from this new epoxy-functional silicone to a standard bis-A epoxy coating. The formulations are shown in Table 5.
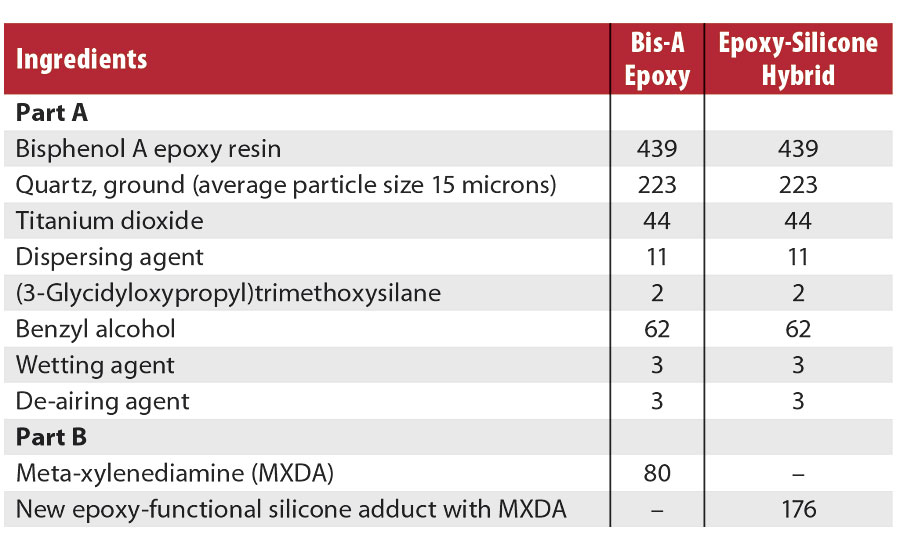
TABLE 5 » Formulation information showing the parts of each ingredient used. The epoxy-silicone hybrid was prepared to provide a 9% silicone concentration to the final coating.
Thin panels (hot rolled steel, 0.125 x 2 x 6 inches) and thick panels (steel, dull matte finish, 0.32 x 3 x 5 in., blasted 2 side, ~3 mil profile) were coated with the two formulations shown in Table 5 using a 10 mil draw-down bar. The resulting coating thickness ranged from 6 to 8 mils.
The initial flexibility of the coatings was measured with a conical mandrel bend test and a three-point bend test. As shown in Figure 5, the new epoxy-silicone hybrid demonstrated superior flexibility by passing the conical mandrel bend test (1.5 in. to 1.0 in.), while the bis-A epoxy cracked and delaminated.

FIGURE 5 » Conical mandrel bend test results showing cracking and delamination of bis-A epoxy coating. The epoxy-silicone hybrid passes.
Figures 6 and 7 illustrate the results of the three-point bend test. The thick panels were bent at a speed of 30 mm/min, and the angle at which a crack was first observed was recorded. The epoxy-silicone hybrid coating bent 15 degrees further than the bis-A epoxy coating before cracks appeared.
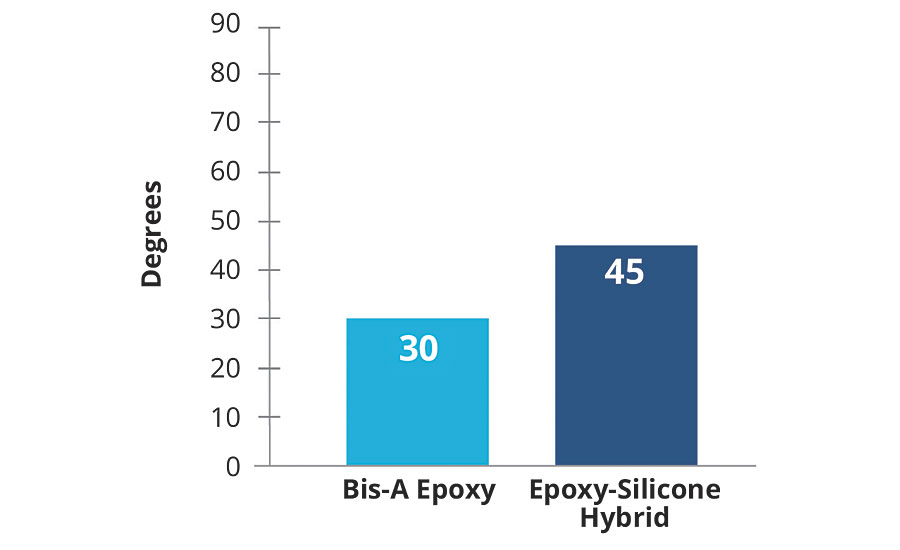
FIGURE 6 » Three-point bend angle results.
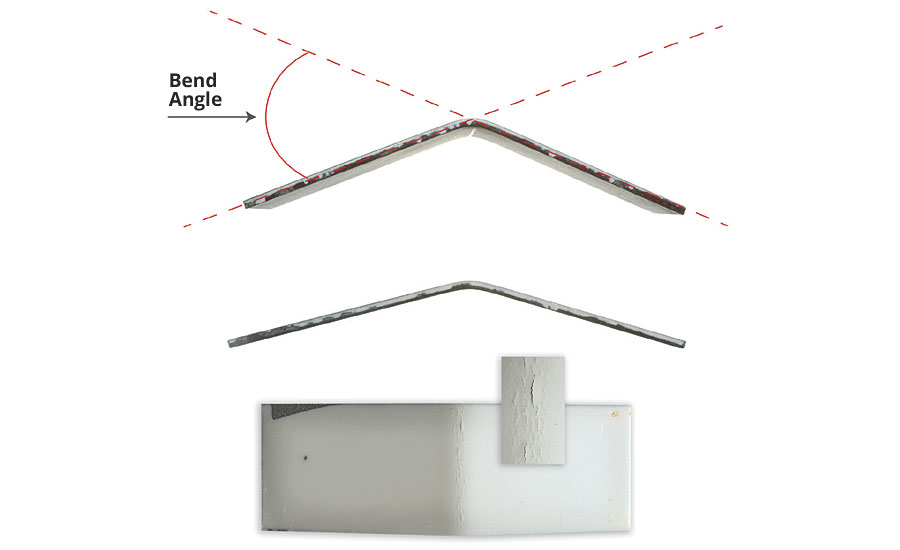
FIGURE 7 » In the three-point bend test, the epoxy-silicone hybrid (top panel) demonstrates a greater bend angle than the bis-A epoxy (middle panel) before cracks appear. The bottom panel shows the cracking that appears during the bend test.
In addition to increased flexibility, the epoxy-silicone hybrid showed a significant increase in reverse impact performance, as indicated in Figures 8 and 9.
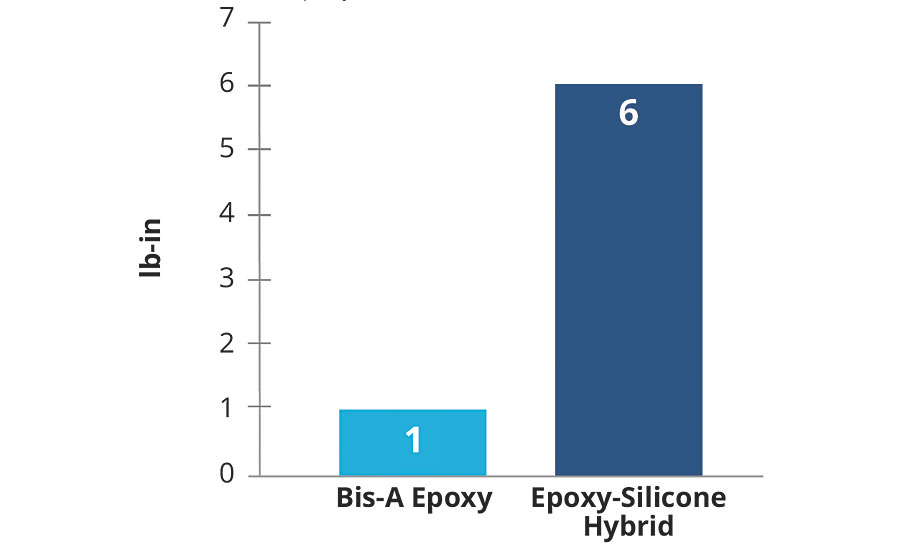
FIGURE 8 » Reverse impact resistance results indicating the epoxy-silicone hybrid had six times better performance than the bis-A epoxy.
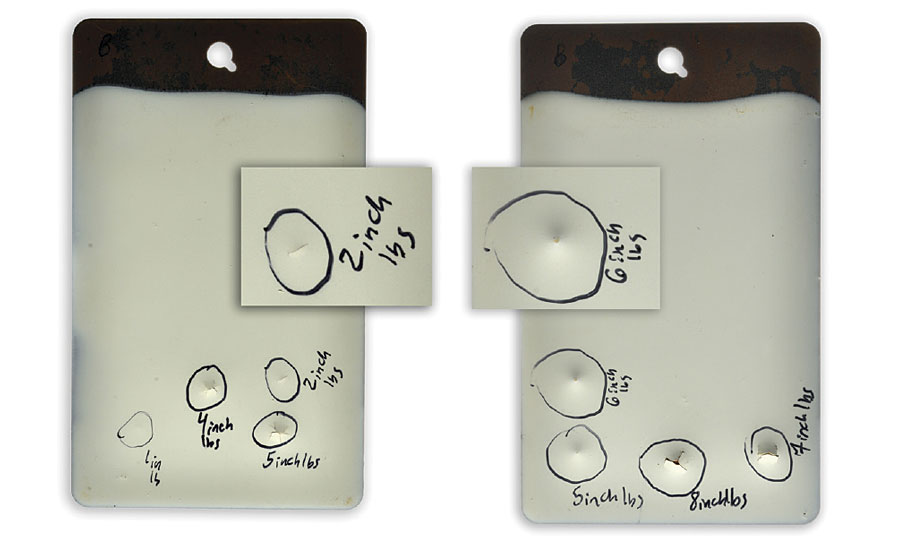
FIGURE 9 » The image on the left is a panel using a bis-A epoxy with a failure at 2 in lbs.; the panel on the right uses the new epoxy-silicone hybrid – passing at 6 in lbs.
The gains in flexibility and reverse impact performance were achieved with only a minor decrease in other critical properties. As expected, incorporation of flexible silicone units in the epoxy slightly lowered both hardness and glass transition temperature (Table 6). The values, however, remained in the range for viable coating performance for the target applications.
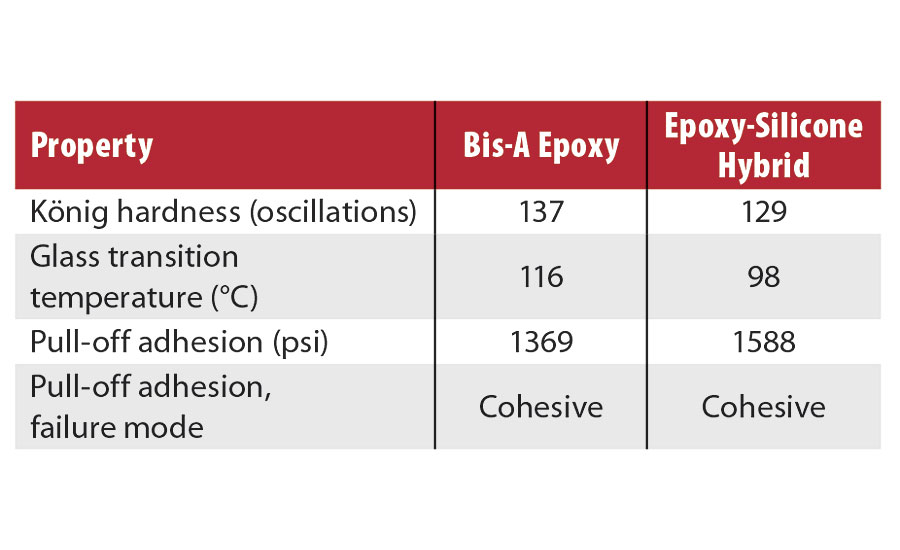
TABLE 6 » König hardness, glass transition temperature and pull-off adhesion results.
Pull-off adhesion was also tested to determine if the incorporation of silicone would have a negative impact on the adhesion of the coatings to the substrates. Adhesion strength (Table 6) was slightly higher for the epoxy-silicone hybrid formulation, and both formulations showed cohesive failures during the test.
To be valuable in the target applications, an epoxy formulation must maintain its flexibility-hardness balance upon exposure to harsh conditions including high temperatures, hot water and strong chemicals. Three different exposure conditions were selected to demonstrate this performance.
Dry Heat Exposure: 120 °C (250 °F)
The thin coated panels were exposed to 120 °C (250 °F) heat in an oven for five days. The epoxy-silicone hybrid coating continued to pass the conical mandrel bend test after five days of dry heat exposure without a significant change in hardness (Table 7 and Figure 10).
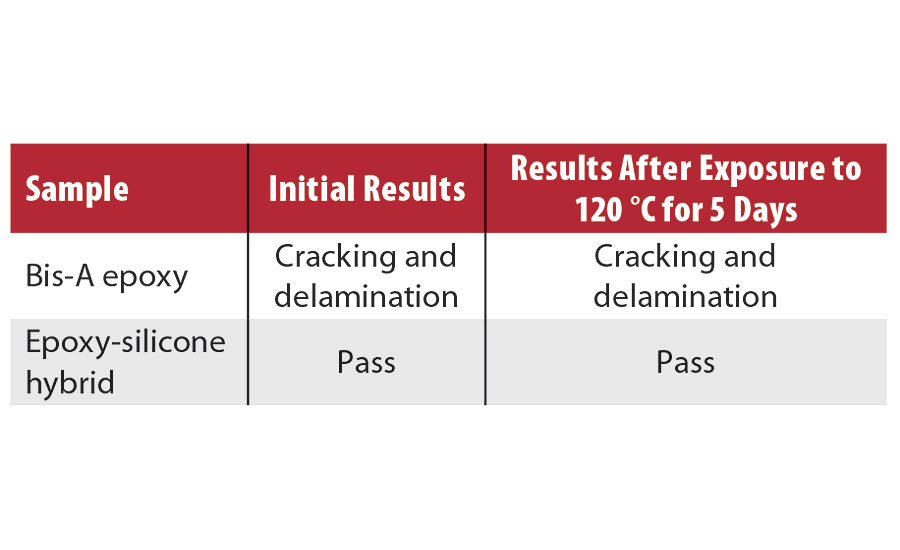
TABLE 7 » Conical mandrel bend test results after dry heat exposure for five days.
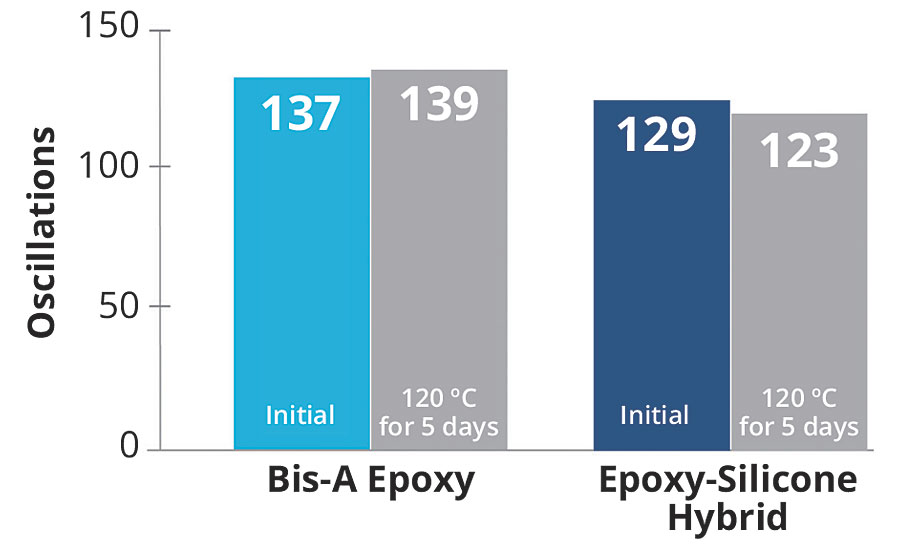
FIGURE 10 » König hardness results after dry heat exposure at 120 °C for five days.
Hydrothermal Exposure: 175 °C (350 °F)
The thick panels were fully immersed in 175 °C (350 °F) deionized water at 160 psig for 28 days. After the panels dried in air for 24 hrs, they underwent testing for three-point bend flexibility and hardness. As shown in Figure 11, both samples significantly increased in flexibility during hydrothermal exposure. The epoxy-silicone hybrid formulation, however, better maintained its hardness during the exposure (Figure 12), indicating a superior balance of hardness and flexibility.
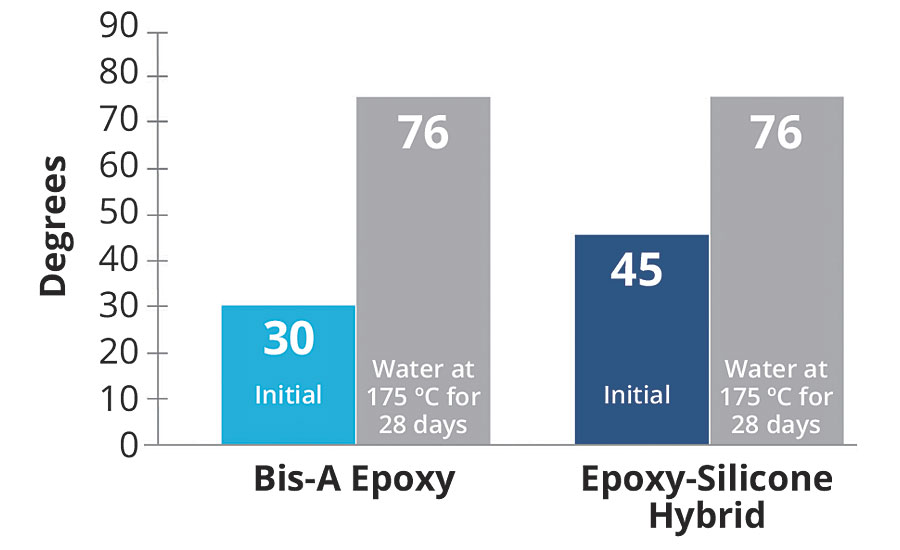
FIGURE 11 » Three-point bend angle results after hydrothermal exposure at 175 °C for 28 days
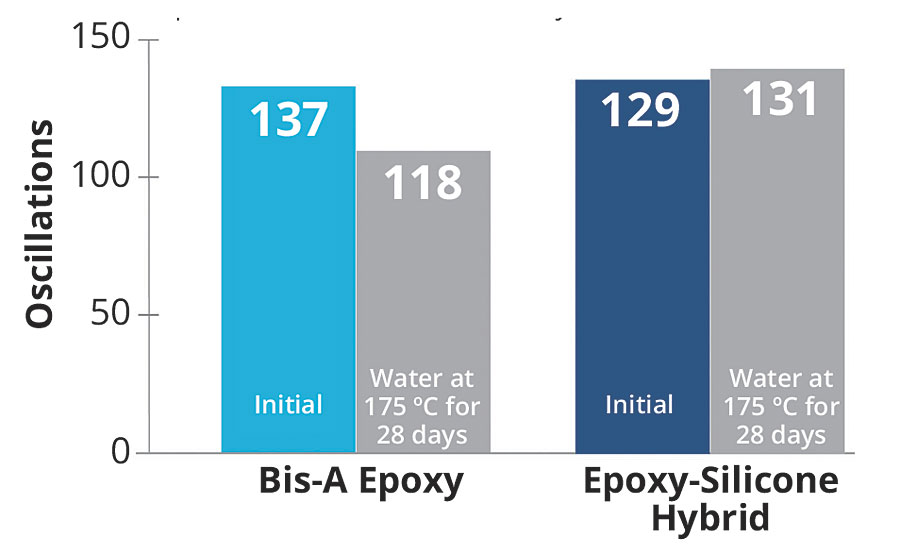
FIGURE 12 » König hardness test results after hydrothermal exposure at 175 °C for 28 days.
Solvent Exposure: 90 °C (195 °F)
The thick panels were also fully immersed into a 50/50 volume/volume (v/v) mixture of toluene and kerosene at 90 °C (195 °F) for 28 days. After drying in air for 24 hrs, they underwent testing for three-point bend flexibility and hardness. The epoxy-silicone hybrid maintained higher flexibility during exposure, while both samples decreased in hardness after the treatment. The results in Figures 13 and 14 show the new hybrid system delivers an improved balance of flexibility and hardness.
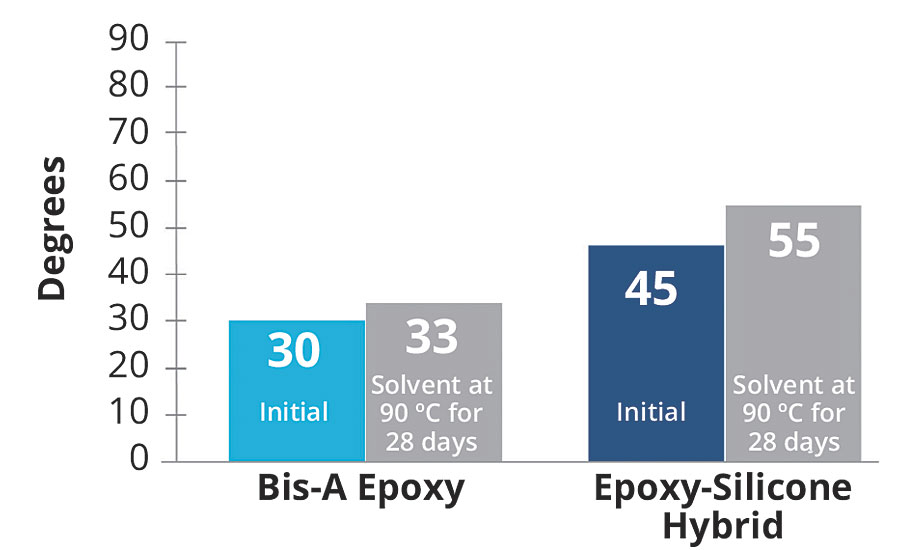
FIGURE 13 » Three-point bend angle results after solvent exposure at 90 °C for 28 days.
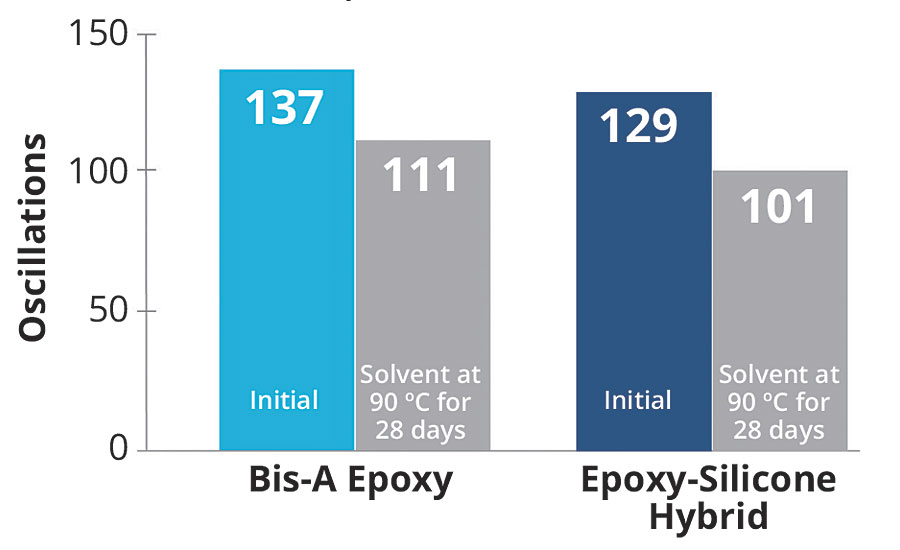
FIGURE 14 » König hardness results after solvent exposure at 90 °C for 28 days.
The hybrid coatings built with epoxy-functional silicone showed increased flexibility and reverse impact resistance without significant decreases in hardness, glass transition temperature or adhesion. The improved flexibility-hardness balance of these new hybrids was maintained upon exposure to harsh conditions of heat, water and solvents. This durable flexibility should enable the coatings to resist cracking more effectively under actual use conditions, thereby providing longer lifetimes. The new hybrids may be especially useful for new pipe coatings and tank linings for oil and gas, offshore and chemical manufacturing applications.
Comparison to the Competition
To demonstrate that all epoxy-functional silicones do not perform the same in hybrid formulations, the new epoxy-functional silicone was compared to a competitive grade, as described in Table 8. Tensile bars were prepared by blending and pouring each formulation into silicone molds, followed by curing at 70 °C (158 °F) for 16 hrs. Differential scanning calorimetry was used to demonstrate that greater than 90 percent cure was accomplished for each sample. Tensile properties (break stress, percent strain and modulus) and Izod impact strength of each sample were measured before and after exposure to 175 °C (350 °F) water for 28 days.
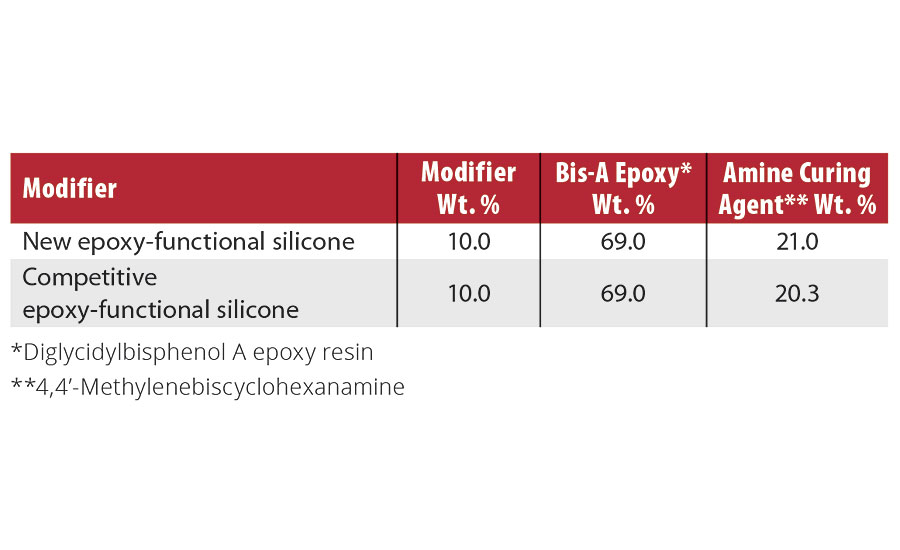
TABLE 8 » Formulations.
The epoxy-silicone hybrid built with the new epoxy-functional silicone is demonstrated to be a tougher material after hydrothermal exposure. Figure 15 shows a comparison of tensile and impact properties before and after the hydrothermal exposure (5 is the most desirable result, with the comparative data point scaled as a fraction of this value).
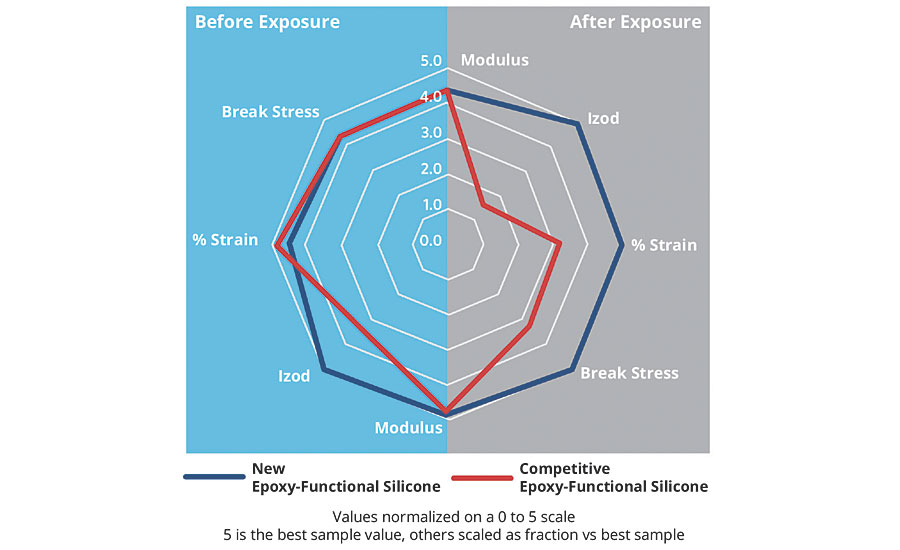
FIGURE 15 » Toughness properties comparison before and after hydrothermal exposure at 175 °C (350 °F) for 28 days.
The two silicone modifiers show similar modulus, break stress and percent strain before exposure, but the data reveals that the new epoxy-functional silicone is more effective in retaining tensile and impact properties during hydrothermal exposure.
Conclusion
Total 2014 consumption of high-performance maintenance coatings was about 210 million liters. Consumption of epoxies and polyurethanes has grown at the expense of other, less-durable (and less-expensive) coatings because of demand for longer-lasting finishes.3 As customers escalate their requirements for products with a longer useful life under harsher conditions, formulators must address the drawbacks of the resin system, which is frequently the weak link in the material’s durability. -SiVance is helping formulators by providing reactive silicones that can be used to create epoxy-silicone hybrid resin systems. By using these novel reactive silicones, formulators can develop more-durable solutions that enable customers to reduce system costs by extending the interval between recoating, and by keeping their tanks, pipelines, ships and other assets in service with less downtime.
References
1 Advanced Coatings for New Applications. Chemical Engineering. December 2014. http://www.chemengonline.com/advanced-coatings-for-new-applications/?printmode=1.
2 High-Performance Anticorrosion Coatings. IHS Specialty Chemicals Update Program. August 2015.
3 Paint and Coatings Industry Overview. IHS Chemical Economics Handbook. March 2015.
4 Riew, C.K.; Gillham, J.K., ed.Rubber Modified Thermoset Resins, Advances in Chemistry Series No. 208, American Chemical Society, Washington, DC, 1984.
5 Maciejewski, H.; Dąbek, I.; Fiedorow, R. et. al. Thermal Stability of Hybrid Materials Based on Epoxy Functional (Poly)siloxanes. Journal of Thermal Analysis and Calorimetry. 2012; 110(3):1415-1424.
6 Diaz, I.; Chico, B.; de la Fuente, D. et. al. Corrosion Resistance of New Epoxy–Siloxane Hybrid Coatings. A Laboratory Study. Progress in Organic Coatings 2010; 69(3):278-286.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






