The Effects of Different Curing Methods on Tack-Free Curing


FIGURE 1 » Oxygen diffuses through a coating and creates semi-stable radicles, which can result in a tacky surface.

FIGURE 2 » Emission of a typical H bulb and the absorption of Irgacure 184 (Additol CPK).

TABLE 1 » Effect of photoinitiator concentration for epoxy diacrylate system mixed 50/50 with TPGDA.
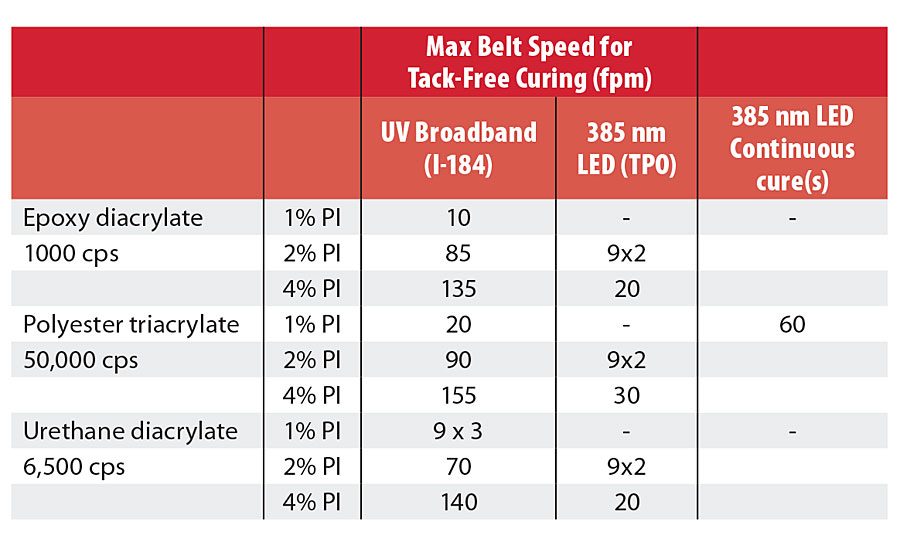
TABLE 2 » Comparison of epoxy, polyester, urethane acrylates with broadband UV irradiation and with a 25 W 385 nm LED.

TABLE 3 » Comparison of acrylate formulations to thiole-ene formulations with varying initiator concentration.

TABLE 4 » Comparison of cure rates for acrylate formulations with and without thiol additives using the UV broadband and 385 nm LED.
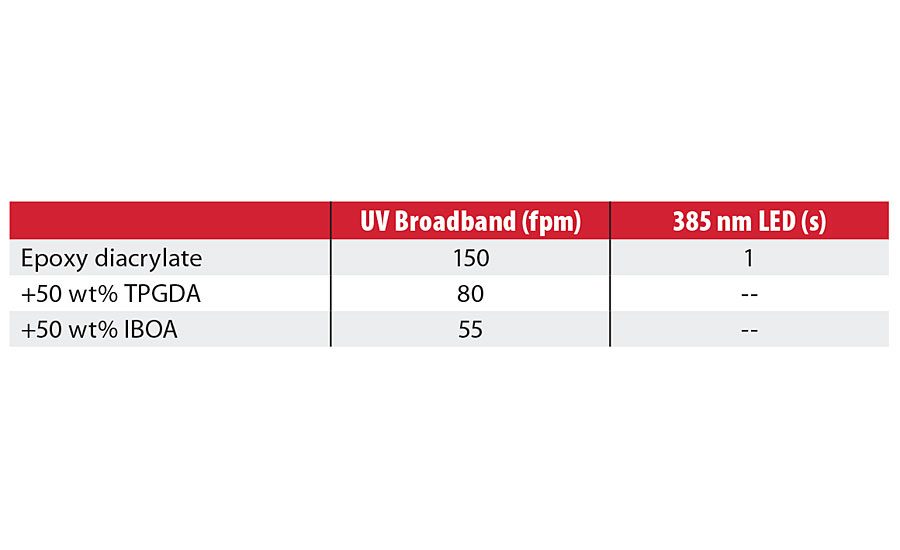
TABLE 5 » Comparison of acrylate formulation with three different types of diluent. All formulations contain 4 wt% photoinitiator, I-184 for UV broadband or TPO for 385 nm LED.

TABLE 6 » Electron beam curing comparing the urethane diacrylate in bulk, when the viscosity is diluted and when viscosity and crosslink density have been diluted to thiol-ene-based formulations.
In almost all applications of UV curing, the issue of oxygen inhibition must be addressed in one form or another. As such, different UV-curable formulations must be optimized to contain an appropriate initiator package and UV light source to overcome oxygen inhibition, which adds additional cost and development time. The advent of LED lights has enabled less-expensive lights with increased operating lifetimes and improved energy efficiency. However, rather than covering a broad spectrum of wavelengths, LED lights emit in narrow bands of light. The narrow wavelength emission spectrum of LED lights will inevitably have an effect on both curing rates and oxygen inhibition. In this study, we evaluate the use of broadband mercury, 385 nm LED and electron beam (EB) curing across a range of different acrylic formulations. The different methods of curing are compared by examining their effect on oxygen inhibition, cure speed and material properties.
From coatings to biomedical implants to photolithographically controlled materials, photopolymerization has dramatic advantages. It can be utilized for in situ cure materials at whatever time, location and three-dimensional pattern desired. It is one of the most energy-efficient processes known and can be used as a 100% solvent-free process. One drawback that must be overcome in most photopolymerization applications is the severe inhibition of these polymerizations by the ubiquitous presence of oxygen.
Oxygen inhibits the cure of acrylates by diffusing into the coating and creating radicals that react much more slowly than other radicals and prevent polymerization. This process is shown in Figure 1. When the rate of oxygen diffusing into the coating is greater than the rate of initiation, oxygen inhibition can’t be overcome. When the rate of initiation is greater than the flux of oxygen into the system, tack-free curing can be achieved with long enough exposure times (Equation 1).
FO2 = RId (Equation 1)
Parameters that influence the flux of oxygen are the polymerization rate, viscosity of the resin and crosslink density of the formulation. Parameters that influence the rate of initiation are the irradiation intensity, the photoinitiator concentration, and the overlap of the emission and absorption spectrums respectively. Figure 2 shows the emission of a typical “H” bulb and the absorption of I-184 (Additol CPK).
Numerous routes to overcome oxygen inhibition have been explored, including high irradiation intensity, high photoinitiator concentration, nitrogen purging and chemical additives such as thiol monomers. Generally, the routes to overcome oxygen inhibition with typical high-intensity mercury broadband UV lamps are well established. With LED curing gaining prevalence throughout the UV-curing industry, examining the effectiveness of these known routes to overcome oxygen inhibition and comparing to broadband UV is important to understand. In this work we compare methods to overcome oxygen inhibition using a typical broadband mercury irradiation source as well as LED sources including 405 and 385 nm. We have also evaluated curing with electron beam irradiation.
Materials and Testing
Epoxy diacrylate (PE230), polyester triacrylate (PS3220), urethane diacrylate (PU2100) and isobornyl acrylate (IBOA) were donated by Miwon North America Inc. Tripropylene glycol diacrylate (TPGDA) was purchased from Miwon North America Inc. CPS 1020 and CPS 1040 are proprietary thiol-ene based formulations. 1-hydroxy-cyclohexyl-phenyl ketone (Omnirad 481/I-184) and 2,4,6-Trimethylbenzoyl-diphenyl phosphine oxide (Omnirad TPO) were purchased from IGM Resins.
Coating
Substrates were coated with a ~125 µm layer of formulation using a wire wound drawdown bar.
Curing
Formulations were cured on a conveyor system using a Heraeus F300 light with 300 W/inch H bulb or a 25 W 385 nm LED (Heraeus) or a 405 nm LED that was donated by Dymax.
Tack Free Determination
A fresh latex glove was pressed against the surface of the polymer with moderate pressure. If the polymer is marred in any way the surface is tacky. If no residue is observed on the glove then the surface is considered to be tack free.
Results and Discussion
A study of the effect of photoinitiator concentration is shown in Table 1 for the epoxy diacrylate system mixed 50/50 with TPGDA. Here, the results show that there is a significant increase in the maximum belt speed when the photoinitiator concentration is increased from 4 to 6 wt%. Beyond 6 wt% photoinitiator, tack-free curing is achieved with the maximum belt speed of 155 fpm. When cured with the LED light, tack-free curing was not achievable in the system with 4 wt% photoinitiator. The results show that there is a significant decrease in cure time when the phototinitiator concentration is increased from 6 to 8 wt%.
A comparison of tack-free curing with a typical epoxy diacrylate, polyester triacrylate and urethane diacrylate was performed. Each of the acrylates was cured with 1, 2 and 4 wt% photoinitiator. The results shown in Table 2 indicate no significant difference in curing performance across these materials despite the various viscosities and crosslink densities. Experiments were performed with broadband UV irradiation using a typical UV photoinitiator (I-184). Experiments were also performed with a 25 W 385 nm LED system with TPO as the photoinitiator. Belt speeds for tack-free curing ranged from 70-150 fpm with 2 and 4 wt% photoinitiator for UV broadband irradiation. Using TPO and a 385 nm LED system, belt speeds for tack-free curing ranged from 9-20 fpm using 2 and 4 wt% photoinitiator. The high-viscosity trifunctional acrylate was able to achieve tack-free cure with 1 wt% photoinitiator when cured continuously for 60 seconds. Curing was also performed with a 405 nm LED system similar in power to the 385 nm LED. Minimal differences were observed between curing performance with the 385 and 405 nm LEDs.
The pure acrylate systems were compared to different thiol-ene-based formulations. As seen in Table 3, the thiol-ene-based formulations all cured tack free with 1 wt% photoinitiator and with belt speeds at 130 fpm, whereas the acrylate systems (Table 2), which are much thicker, cured at a maximum belt speed of only 20 fpm with 1 wt% photoinitiator in all cases. At 4 wt% photoinitiator, the thiol-ene systems achieved tack-free curing at belt speeds of greater than 155 fpm (155 fpm is the maximum belt speed for the system utilized in this study) compared to belt speeds ranging from 135-155 for the diacrylate systems. Using 4 wt% TPO as the photoinitiator and the 385 nm LED, the thiol-ene systems exhibited tack-free curing with belt speeds between 100-155 fpm.
A thiol was added to the standard acrylate formulations with I-184 as the photoinitiator and cured using the UV broadband bulb. The belt speeds needed for tack-free cure increased dramatically with the addition. The comparison can be seen in Table 4. Cure speeds originally near 10 fpm increased to 80-90 fpm. Using 1 wt% TPO and a 385 nm LED system, a system that originally couldn’t reach tack-free cure was then able to cure tack free at slow belt speeds.
The epoxy diacrylate system was evaluated as a 50/50 mixture with two different diluents – TPGDA and IBOA (Table 5). TPGDA is a low-viscosity diacrylate that results in significant drop in viscosity, but maintains high modulus and crosslink density. IBOA is a low-viscosity monoacrylate that results in significant drop in viscosity, maintains high modulus, but results in significantly reduced crosslink density. The results show that tack-free curing is most difficult to achieve in the system diluted with IBOA, and less difficult with TPGDA. Due to the reduced viscosity, the system diluted with TPGDA is more difficult to achieve tack-free curing than the base system with higher viscosity. When cured with the LED light, only the epoxy diacrylate system was able to achieve tack-free curing.
EB curing was also evaluated for the urethane diacrylate system in bulk and diluted 50/50 with TPGDA and IBOA (Table 6). Electrons are accelerated through a thin foil window impinging on a moving web at atmospheric pressure. The accelerated electrons will ionize most organic materials, with this ionization leading to the formation of free radicals, which initiates polymerization of the coating without the need for added photoinitiators in acrylate-based systems. The EB parameters are typically set by selecting the total dose of energy delivered to the sample and the belt speed. The current is then adjusted as needed to deliver the total dose with the given belt speed. When curing with EB, the resins are typically purged with nitrogen to remove the presence of oxygen. EB curing has not been studied nearly as much as UV curing.
Though the initiation mechanism to generate radicals is different, the fundamental polymerization kinetics should follow the same principles. For EB curing, decreasing viscosity had no effect on curing, as seen in Table 6. This is contrary to UV-cured systems under ambient conditions where the effects of oxygen inhibition are more pronounced in systems with lower viscosity. Decreasing crosslinking reduces cure speed. This result is similar to UV-cured systems. Polymerizations were also performed without a nitrogen blanket; here it was found that the typical diacrylate systems were not able to achieve tack-free curing. However, the CPS 1040 thiol-ene system was readily able to achieve tack-free curing without the aid of a nitrogen blanket.
Conclusions
Several typical acrylate systems were cured with both UV broadband mercury irradiation sources as well as LED systems. The results indicated that curing with broadband sources was more rapid than curing with LEDs. The LED systems emit significantly less energy than the broadband sources, so the reduced cure speed is not necessarily a result of reduced initiation efficiency. It was demonstrated that reducing viscosity and crosslink density both increase the effects of oxygen inhibition and increase the curing time required to achieve tack-free surfaces. The use of thiol-ene-based formulations was shown to significantly increase cure speed with both UV broadband and LED systems. In fact, the use of thiol-ene systems resulted in cure speeds with LED systems that were equivalent to those achieved in acrylate systems with UV broadband. An initiator optimization study was performed and indicated that upon achieving a certain threshold initiation rate, cure times decreased dramatically. Systems cured with EB showed the same fundamental cure characteristics as UV-cured systems.
Acknowledgements
The authors gratefully acknowledge Miwon North America Inc. for their ongoing support and discussions and for donating materials for this research.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!














