Functional Fillers for Matting and Performance Enhancements
in Waterborne, UV-Curable Coatings










Editor’s Note: This article is Part 2 of a series. Part 1, “Spherical Fillers in Low-VOC Coatings Applications,” was published in the October 2014 issue.
In Part 1 of this series, ceramic microspheres and glass bubbles were evaluated in a high-solids, two-part epoxy coating for industrial applications and other end uses such as concrete floor coatings. Benefits included higher volume loadings and lower VOCs at lower viscosities, in addition to better film integrity, as manifested by improved abrasion resistance. Part 2 of this series evaluates the same ceramic microspheres, silica matting agents and nepheline syenite in a waterborne, UV-curable polyurethane dispersion. Conventional silica matting agents are commonly used for these coatings. Ceramic microspheres and nepheline syenite are crystalline silica-free pigments. Properties such as matting efficiency, scratch resistance and viscosity control were studied in addition to the effect each material had on clarity and haze. All of these properties are important in obtaining a final finish that is both decorative and functional.
Conventional 100% solids UV-curable coatings offer excellent performance properties, but can be difficult to flatten based on the low shrinkage that occurs during the film curing stage, making it difficult for the matting agents to function effectively at the surface. Many manufacturers still desire UV-curable coatings for their fast-cure footprint, minimal VOCs, and high-performance capabilities and aesthetic attributes on many substrates including wood. Manufacturers want to use the same coating chemistry at varying gloss levels without sacrificing application or performance properties. Waterborne radiation-curable coatings are seeing increased use for their performance properties and relative ease of matting. This application study evaluates two different particle size ceramic microspheres, three silicas and nepheline syenite for effects on application viscosity, gloss, film clarity, scratch and friction resistance. The nepheline syenite was chosen for its similar particle size to the smaller ceramic microsphere (A). The silicas were chosen based on their suggested use for these types of applications.
Experimental Methods and Materials
A basic, clear, UV-curable polyurethane dispersion formulation that is utilized as a starting point for all material evaluations is shown in Table 1.1
The first five materials were added sequentially with agitation. A 1.5” Cowles blade was used for this study, and the batch was scaled for a 400 mL container. After 5 min mixing, the matting agent was added and the mixing speed was increased to 4,000 rpm for 10 min. The speed was then reduced to about 1,500 rpm, and the photoinitiator and deionized water were added under agitation and allowed to mix for an additional 10 min. The basic properties of the fillers evaluated are shown in Table 2.1
Matting Agent Ladder Experiment
Since the effect of PVC on gloss levels was not known, each filler was evaluated at various weight loadings to span the 60° gloss range from flat (<20) to semigloss (>50). The actual volume loadings ranged from 0-10% (0-22% by weight).
Panel Preparation
Application
Standard 3003 type aluminum and cleaned glass panels were used along with a #28 wire wound rod to deposit the 0.5-0.75 dry mil films for each sample. The aluminum panels were used for gloss, scratch, stain and friction testing, and the glass panels were used for gloss, clarity and haze testing. In addition, wood was used to demonstrate the effects of filler/matting agent on gloss and aesthetic warmth.
Curing
All panels were cured in a standard convection oven for 10-15 min at 160-180 °F to flash off the water, followed by a UV-curing stage using a Fusion Light Hammer® 6 unit with a mercury vapor bulb. The line speed was set to 30 fpm, and the power was set at 100% for the 500-watt unit. This resulted in a dosage of 400-500 mJ of UVA. Only one pass was conducted for each sample.2 As an additional study, the % cure of the dried film was measured on a sample with no matting agent versus one with 20% weight of filler E using an FTIR method.3 Results showed the % cure to be very comparable for filler E vs. the blank, thus confirming that the addition of the ceramic microspheres at a high loading did not inhibit the cure.
Testing
Dry Film Thickness and Gloss: Dry film thickness readings were measured on aluminum with a Positector 6000 per ASTM D7091, and gloss readings were taken on aluminum and glass with a BYK micro-TRI-gloss instrument per ASTM D523.
Viscosity: All measurements were conducted with a Brookfield DV-II+ Pro viscometer using a #4 spindle at 35 rpm and ambient conditions (77 °F).
Stain Resistance:A modification of ASTM D1308 was used with a 4 h open spot test followed by a water rinse and visual rating system. A rating of 0 signifies no change, while a rating of 5 signifies severe softening, gloss loss or change of color. Five household stains were evaluated (ketchup, mustard, vegetable oil, red wine and hot coffee).
Scratch Resistance:A standard abrasion tester (Elcometer Model #1720) was used for the scratch studies. The ASTM D2486 head and brush were used with an additional 3M Scotch-Brite®non-scratch blue pad attached to the bottom of the brush. This test was performed on the aluminum panels, and the gloss was read before and after testing. The percentage change in the 60° gloss was measured at various loadings for each of the matting agents studied.
Abrasion Resistance: A standard Taber Abraser Model 5150 was utilized with CS-10 wheels and 1,000 gram loading. Testing was conducted per ASTM D4060 on aluminum panels at 0.5-.75 mils, and weight loss measurements were taken after 500 cycles.
Clarity and Haze:The clarity and haze were measured with a BYK-Hazeguard instrument on glass. All measurements were conducted in triplicate, and the averages were plotted.
COF Testing: Coefficient of friction testing was conducted with an IMASS SP2000 unit. A 200 gram sled (TAS6047A) was used with a 5 kg load cell. Two layers of white cheesecloth (Bleached Grade 40) were wrapped around the sled to simulate a sock. Testing was conducted in triplicate, and the average kinetic COF was plotted for each filler type.
Results
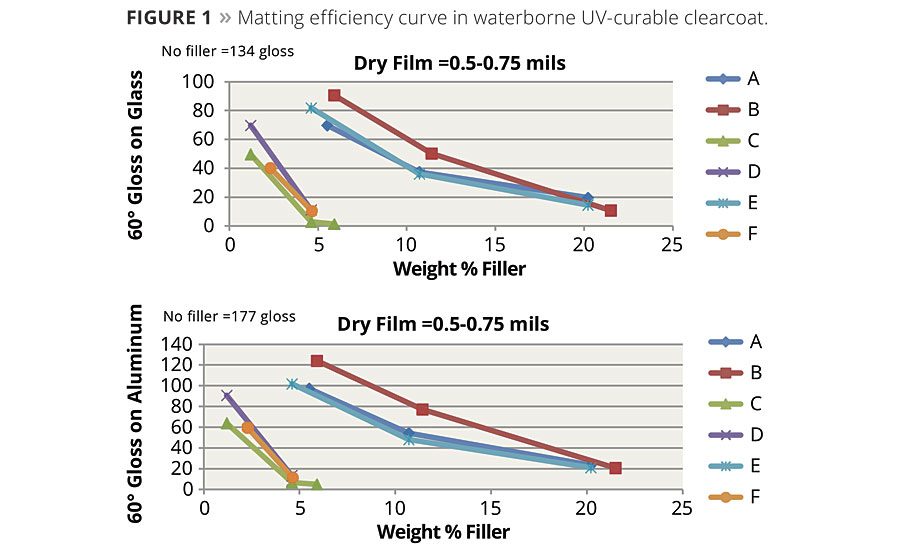
Matting Efficiency
The first property evaluated was matting efficiency at various loading levels. The results are shown in Figure 1.
Results were very similar on glass and aluminum. The silica matting agents were very effective and yielded a sharp decrease in gloss at relatively low loading levels (1-5% weight), while the ceramic microspheres and nepheline syenite behaved comparably. To obtain a flat gloss (<20 on a 60 meter) would require 4% or less of the silica matting agents (C, D and F) versus about 20-25% for the ceramic microspheres (A and E) or nepheline syenite (B) materials.
Viscosity
The effects of loading levels on viscosity and package stability were the next properties to be studied. Figure 2 shows the effects of filler loading on viscosity for the various matting agents.
The ceramic microspheres (A and E) did not have a significant impact on viscosity as the weight loading increased to >20%. Both of them exhibited viscosity increases of less than 1,000 cps (baseline with no additive is approximately 1,550 cps). Nepheline syenite (B) and two of the silicas (C and F), however, did yield increases of two to three times the base viscosity with the increased loading levels. These could require additional dilution for application, which could result in lower application solids. The precipitated silica gel (D) performed very well and did not exhibit an increase in viscosity with a loading of up to 5% by weight. Higher loadings were not required as the gloss was already flat for this material.
Sedimentation studies showed that the silicas stayed in suspension very well, while the ceramic microspheres and nepheline syenite showed slight settling over time (30+ days at room temperature) at the higher loading levels. This settling was very soft, and the coating was able to be remixed without any adverse effects on application. Settling is dependent on many factors such as particle size, density, shape, concentration and the overall viscosity of the coating solution. In many instances, one may be able to minimize settling by controlling rheology through the use of thickeners or anti-settling agents.
Clarity/Haze and Gloss
Figure 3 shows the relationship between clarity and gloss. This relationship is fairly consistent among the fillers studied. As the filler loading increases and the gloss levels decrease, the clarity decreases.
Gloss levels in the flat range (<20%) yield corresponding clarity readings of <30% on glass. It should be noted that even though the clarity readings were low in the low-gloss region, the corresponding visual appearances on cherry wood panels looks similar among the matting agents. The grain is still visible, and the appearance was judged acceptable.
A few more comments need to be made on the general appearance with the different fillers/matting agents. Fillers A, C, F, D and B have a relatively smooth texture at all loadings. Ceramic microsphere E has a rougher feel/texture, which increases as the loading increases. The effective top size for filler E is approximately 40 microns, and the dry film thickness for this study was approximately 20 microns maximum. The appearance will be different at higher film thicknesses, but the resulting gloss and performance properties would need to be evaluated. Figure 4 shows select examples of the general appearance of fillers A, B, E and F on oak boards. All fillers reduced the gloss but still provided acceptable clarity and grain image.
Haze measurements using the BYK-Hazeguard meter show an increase in haze as the filler load increases, as shown in Figure 5.
Fillers D, C and F exhibit higher haze values at lower weight percentages because they exhibit lower gloss values at those levels (as shown in Figure 1). At comparable gloss levels, the clarity and haze values were similar for each of the fillers studied.
Household Stain Resistance
Figure 6 shows the results of a 4 h spot stain test using five household chemicals for three different weight loadings of filler E.
All matting agents performed very well at all loadings for all stains. Mustard was the most severe and showed only very slight staining at all loading levels with all fillers. The systems performed similarly on aluminum and cherry wood (results not shown here).
Scratch Resistance
200 cycles were performed using a dry 3M Scotch-Brite non-scratch blue pad. The 60° gloss readings were taken before and after testing, and the % change was plotted versus the filler loading. The baseline is represented as 100. Values greater than 100 signify a rub up or higher gloss after testing, and values less than 100 indicate a dulling or gloss loss. Results are shown in Figure 7.
Three loading levels were evaluated for each filler pigment except D and F where only two levels were evaluated. The blank sample without filler had an average gloss change (decrease) of about 13%. Fillers C and F exhibited the greatest increase of gloss, ranging from 50 to >100%. Filler D varied from 6 to 25%, filler B from 10-42%, and fillers A and E (ceramic microspheres) from 1-10%. The ceramic microspheres offered the most consistent performance over the filler loading/gloss range with minimal change in appearance after 200 cycles. Filler D also performed well even at very low gloss ranges. The desired value is no gloss or appearance change after the scratch test.
Figure 8 shows the results for the coefficient of friction (COF) testing. There weren’t any significant differences among the samples tested. Fillers E and C did give slightly higher COF values, but all of the fillers studied had low values compared to coatings that would be considered slip resistant. It should be noted that filler E does give a rougher surface texture.
Abrasion Resistance
All systems performed very well after 500 cycles of Taber abrasion. There was no wear through on any sample, and all of them exhibited <25 mg weight loss.
Cost/Value Benefits
Since the ceramic microspheres and nepheline syenite required significantly higher loadings to achieve lower gloss values as compared to silica matting agents, a comparative raw material cost/index profile was developed for each filler/matting agent in the formulation. Figure 9 shows the results for the materials studied.
In general, the conventional silica matting agents have a slightly higher cost structure in this formulation, even at the low weight loadings needed for matting efficiency. Fillers B and D could actually offer cost benefits at higher loadings depending on the costs of the other raw materials in the formulation. Filler A offers comparable costs at higher loadings and does not impart any surface roughness at lower dry film thicknesses. It may be interesting to see if formulations involving both silica and ceramic microspheres offer the benefits of cost and performance.
Summary
Many different functional fillers may be utilized as matting agents in waterborne UV-curable coatings, such as the polyurethane dispersion used in this study. The key is to finding one that can serve as a matting agent while offering excellent performance and application properties. In addition, many manufacturers desire a matting agent that does not impart cloudiness or haze to the coating and yields a film that exhibits warmth, thus being decorative and functional on substrates such as wood cabinetry.
Ceramic microspheres may offer formulators alternatives in waterborne UV-curable coatings to serve as both a matting agent and functional performance filler. Depending on other formulation parameters, higher ceramic loadings could equate to higher solids and lower binder demands. Long-term viscosity stability can equate to consistent application without the need for formula adjustments. In addition, ceramic microspheres offer excellent scratch, chemical and abrasion resistance, which are highly desirable properties for many industrial applications on wood and other substrates. n
References
1 Ceramic microsphere A=3M™ Ceramic microsphere W-210; Ceramic microsphere E=3M Ceramic Microsphere W-610, 3M Company; UV-curable PUD resin=Alberdingk® Lux 255.
2 For multiple coats or higher film depositions, UV-curing parameters may need to be adjusted to maximize performance properties.
3 Park, Y.J. et al. Journal of Adhesion Science and Technology2008, 22, 1401-1423.
Acknowledgements and Special Note
The author would like to acknowledge Terri Shefelbine, Ph.D., and Connie Forehand. Technical information, recommendations and other statements contained in this document or provided by 3M personnel are based on tests or experience that 3M believes are reliable, but the accuracy or completeness of such information is not guaranteed.
For more information, contact Kevin Rink at kjrink@mmm.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



















