Spray Urethane Coatings
with Hydrophobic Polyols
Since their introduction by researchers at Texaco Chemical Company in the mid 1980s,1 spray polyurea coatings have gained widespread acceptance in the coatings market. Spray polyurea is advantaged over alternative coatings technologies such as epoxies and acrylics because of its extreme application properties. These properties include rapid cure and return to service, low-temperature cure (below 0 °C), insensitivity to humidity, low VOC content, and exceptional physical and mechanical properties. These features, along with advances in application equipment, have developed polyurea as a leading technology in applications such as secondary containment, corrosion protection, water proofing membranes and tank linings.
Polyurea coatings chemistry can be divided into two segments: (1) pure polyurea and (2) hybrid polyurea, both based on isocyanate curing chemistry. A pure polyurea coating is the result of the one-step reaction between an isocyanate-terminated prepolymer and a curative blend containing only amine-terminated resins and chain extenders. On the other hand, hybrid polyurea is derived from the reaction of an isocyanate-terminated prepolymer and a curative blend comprising both hydroxyl and amine-terminated resins and chain extenders. Although little difference is observed in the final physical and mechanical properties of pure polyurea and hybrid polyurea, incorporating hydroxyl-containing resins into hybrid polyurea requires the addition of catalyst to maintain the same level of reactivity as pure polyurea. Due to the competing reactivity between water and hydroxyl-terminated resins toward reactive isocyanate groups, polyurea hybrids can become sensitive to humidity and form blisters when high levels of moisture are present.
While pure polyurea chemistry has traditionally dominated the spray polyurea market, there has been a recent renewed interest in developing hybrid polyurea spray coatings. Formulators are now taking advantage of the ability of hybrid polyurea to improve certain performance properties of spray polyurea coatings. These properties include mechanical performance, thermal and chemical resistance. Whereas the availability of amine-terminated resins such as polyetheramines is limited in terms of design, there is extensive variability in hydroxyl-terminated resins such as polyols. These polyols can differ in their backbone structure, molecular weight and functionality. These features can be exploited to derive hybrid polyurea coatings with levels of performance that can’t be obtained with typical pure polyurea technology. For example, a recent publication demonstrates improvement in the hydrocarbon resistance of polyurea through the incorporation of polyester polyols into the polymer backbone.2 Upon introducing the polyester polyol into the formulation, the authors were able to develop a coating with excellent resistance to xylene, an aggressive chemical that is commonly encountered in the oil and gas industry where polyurea is often used for secondary containment and vessel lining.
We recently introduced novel hydrophobic VORAPEL™ polyols.3 These polyols have been previously formulated into cast urethane elastomers that demonstrated exceptional resistance to moisture as well as aqueous acids such as 10% hydrochloric and 30% sulfuric acid. Motivated by the growing use of aqueous acids in applications such as waste water treatment, chemical processing, steel pickling, and oil and gas recovery, we have expanded the utility of these hydrophobic polyols through the development of spray-applied hybrid polyurea coatings. When applied to steel and concrete, such materials provide mechanically robust coatings with good adhesion and resistance to high concentrations of acid.
Experimental
Prepolymer Preparation
The prepolymers were synthesized in a 15 L glass reactor equipped with thermometer, overhead stirrer, nitrogen inlet and outlet for continuous flow of nitrogen. In the first step, polyol(s) were added to the reactor along with several drops of benzoyl chloride and allowed to heat to a temperature of 50 °C. Once the polyol was equilibrated, a liquid methylenediphenylisocyanate (MDI) was added to the reactor in two portions over a 1 h period. The reactor’s temperature was carefully monitored after the addition of each isocyanate aliquot to ensure that the temperature did not rise due to the exothermic reaction between the polyol and isocyanate. Following the addition of the last isocyanate aliquot, the reactor was heated to 70 °C and held at that temperature for 3 h. The reactor was cooled to 50 °C to prevent thermal burns, and the prepolymer was packaged into clean, dry metal cans for storage. Prepolymers prepared via this method have a shelf life of up to six months.
Resin Blend Preparation
The resin blends used to cure the prepolymers were prepared by direct addition of the raw materials to a clean, dry metal can. While no particular order of addition is mandatory, addition of materials in the order of lowest to higher percentage by weight of the formulation was used in this case. Where used, catalysts were carefully weighed on an analytical balance and diluted with 40-50 g of the resin blend prior to addition. The materials were mixed using a high-speed drill mixer at approximately 1000 rpm immediately prior to use.
Spray Application
Elastomer sheets were prepared using an Isotherm PM or other suitable plural-component high-pressure spray equipment. Materials were dispensed at a static pressure of 2000 psi using either a Graco Fusion gun or a Probler AP-2 polyurea spray gun. Samples were sprayed onto a low-energy surface such as polyethylene, and sheets could be peeled off within 20-30 min of spraying. Samples for adhesion testing were obtained by application to ¼-inch-thick steel panel blasted to a 2-4 mm profile according to SSPC 10 standards. All samples were allowed to cure at ambient temperature for 7 days prior to physical property and chemical resistance testing.
Analysis and Resistance Testing
Hardness was measured following ASTM standard test D2240; ASTM standard test D1708 or D412 was utilized to measure tensile strength and elongation at break. Tear strength (Die C) was measured according to ASTM standard test D624. Hydrolytic stability was measured by immersing 2x2-inch coupons (3 mm thick) in water for 2 weeks at 95 °C. After immersion, samples were patted dry, weighed and stored in a plastic bag prior to tensile analysis to prevent water evaporation. Chemical resistance was measured according to ASTM standard test D534-95 by immersing 2x2-inch coupons in the desired media for 7-21 days at 25 °C. Samples were then rinsed with water, patted dry and stored in plastic bags prior to tensile analysis. Pull adhesion tests were performed according to ASTM standard test D4541 using a self-aligning (type IV) pneumatic adhesion tester. For chemical-immersed samples, dollies were glued to the coating surface after the sample was allowed to dry at 25 °C for 1 week.
Results and Discussion
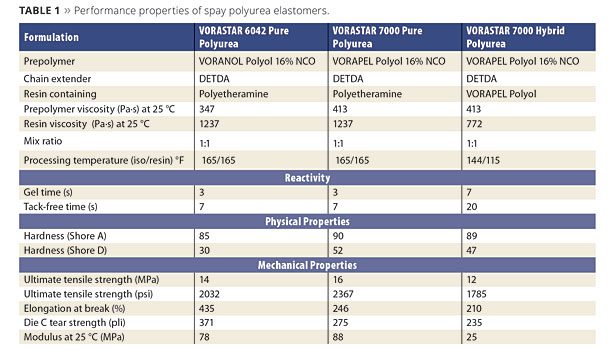
The physical and mechanical properties of sprayed hybrid-polyurea coatings based on hydrophobic VORAPEL polyols were evaluated and compared to those of a pure polyurea. For this study two methods were used to introduce the VORAPEL polyol into the formulations. In the first method, a 16% NCO prepolymer (prepolymer 2) derived from VORAPEL was cured with a standard polyurea resin blend containing polyetheramine. In the second method, that same 16% NCO-terminated prepolymer was cured with a resin blend that also contained the VORAPEL polyol. Using these two methods, samples comprising nearly 25% w/w VORAPEL (hereafter referred to as VORASTAR™ 7000 pure polyurea) and 50% w/w VORAPEL (hereafter referred to as VORASTAR 7000 hybrid polyurea) were generated. As shown in Table 1, incorporating the VORAPEL polyol into the NCO-terminated prepolymer has very little effect on the prepolymer viscosity. However, a significant drop in resin viscosity is observed when the polyether amine is replaced by the VORAPEL polyol. From a practical standpoint, a lower viscosity facilitates the proper proportioning of the 1:1 formulation and allows the system to be processed at lower temperature compared to the pure polyurea system. The ability to process materials at lower temperature gives spray applicators greater flexibility to use the viscosity at a given temperature as a means of controlling the pressure differential between the isocyanate and resin proportioning pumps. Maintaining a pressure difference of <100 psi ensures that the materials are being sprayed and mixed well at the desired 1:1 ratio.
The reactivity of all elastomer systems was highly dependent on the choice of resin curative blend. As shown in Table 1, both systems based on the polyether-amine/DETDA resin blend exhibited an effective gel time of 3-5 seconds and tack-free times between 7-10 seconds. Hybrid formulations containing VORAPEL polyol in the resin blend allow for the gel time to be extended to 7 seconds with a tack-free time of 20 seconds. Surprisingly, incorporating VORAPEL into the formulation did result in a modest increase in coating hardness. A Shore A hardness of 90 was obtained for the hybrid polyurea that contained only the VORAPEL polyol, whereas the hardness of the pure polyurea is only 85 Shore A. In general, superior mechanical properties such as elongation and tear strength were obtained for the pure polyurea materials in which the polyetheramine containing resin blend was utilized.
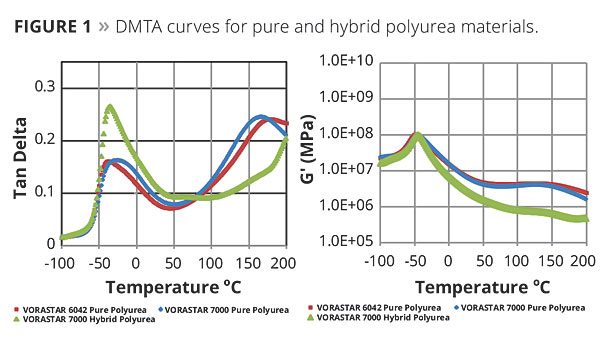
The differences in the stress-strain behavior of the pure polyurea materials are also reflected in their thermal rheological profiles as determined from DMTA analysis of the temperature range of -100 °C to 200 °C. Tan delta and storage modulus (G’) traces for each of the systems, are shown in Figure 1. The VORASTAR 7000 pure polyurea material has a much higher storage modulus at room temperature (ca. 80 MPa) compared to the hybrid polyurea (25 MPa). A high storage modulus polymer will require a greater force (stress) to stretch the material (strain) and, therefore, yield greater ultimate tensile and elongation properties. On the other hand, high hardness polymers such as the VORAPEL hybrid materials requiring much less force to stretch the material are often preferred for applications such as waterproofing. The VORASTAR 7000 hybrid polyurea also exhibits a modest improvement in high-temperature stability. The tan delta traces indicate that both pure polyurea materials undergo a melt transition around 150 °C while the hybrid polyurea melts at a temperature exceeding 200 °C.
Hydrolytic Stability
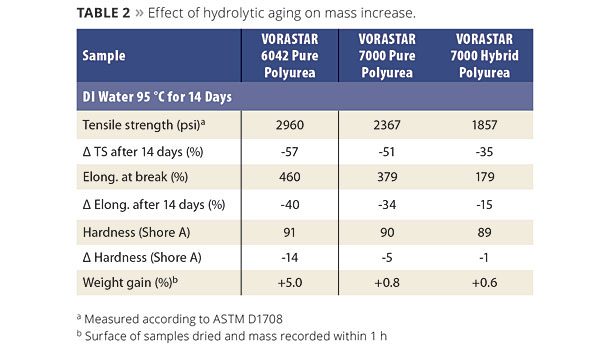
In order to assess the VORAPEL polyol’s ability to alter the overall hydrophobicity of the elastomer samples, our initial efforts focused on the hydrolytic stability measurements. Since polyureas are known to exhibit excellent hydrolytic stability under normal environmental conditions, we chose a more rigorous set of conditions to test our materials. Data representing the change in mass and mechanical properties after immersion in deionized water at 95 °C for 14 days are shown in Table 2. Samples were evaluated on the basis of change in tensile strength, elongation, hardness and change in weight after immersion. When compared to the pure polyurea samples, all VORAPEL-containing materials yield superior hydrolytic aging performance. When VORAPEL polyols are incorporated into both the prepolymer and resin components, the loss of tensile strength is reduced from 57 percent to only 35 percent, and nearly complete elongation and hardness retention are observed. The improved hydrolytic stability of the VORASTAR 7000 hybrid formulation likely results from the significantly lower weight gain observed for this sample after immersion. Whereas a pure polyurea takes up approximately 5% of its weight in water, the VORASTAR 7000 hybrid only takes up < 1% water. By minimizing the ingress of water into the polymer matrix, both the plasticizing effect of water (lower hardness) and hydrolytic cleavage of urethane/urea bonds (lower tensile strength) are reduced. The results of high-temperature hydrolytic aging studies highlight a delicate balance between processing of spray polyurea and the long-term performance of polyurea. While it is true that hybrid polyurea is often sensitive to atmospheric humidity during the curing process, exceptional gains in the polymer’s overall hydrolytic performance can be realized through careful selection of the polyol component; particularly under circumstances where environmental conditions such as humidity can be controlled during the application process.
Resistance to Aqueous Acids
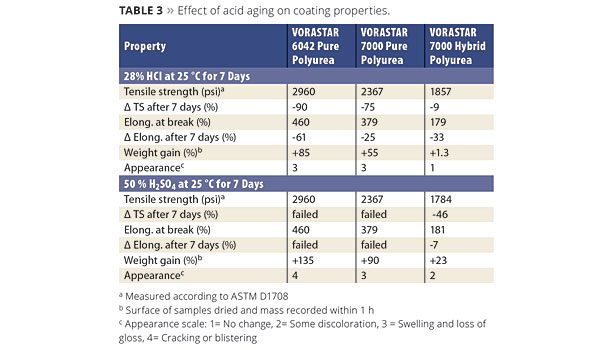
Polyurea coatings find many industrial uses protecting steel and concrete surfaces from corrosion in the presence of aqueous acids such as hydrochloric acid and sulfuric acid. Such industries include steel processing, oil and gas production, mining and waste water treatment. Although a number of polyurea coatings capable of withstanding low concentrations of these acids are available in the market, the need exists for polyurea coatings capable of demonstrating resistance to acid at higher concentrations over prolonged exposure periods. Resistance in these types of applications is best defined as the combination of a coating’s ability to maintain its original toughness and flexibility, and its resistance to swelling (dimensional and weight gain). Toward this goal, we decided to evaluate the performance of our VORAPEL-containing polyurea coatings in these types of applications. The impact of immersing our polyurea materials in 28% HCl and 50% H2SO4 is shown in Table 3. When immersed in 28% HCL for a period of 7 days at 25 °C, both pure polyurea materials exhibited nearly 90% loss of tensile strength and 50% flexibility reduction. Although modest improvement in weight gain was observed upon incorporating VORAPEL into the polyurea (55% vs. 85%), this had very little effect on the degradation of mechanical performance. When the hydrophobic VORAPEL polyol is introduced into both the isocyanate and resin blends, the coating retains 91% of its original tensile strength and weight gain is reduced to <2%. A similar trend in coatings is observed for samples immersed in 50% H2SO4 for 7 days. However, in this case only the VORASTAR hybrid system survived the exposure tests. After the exposure period, the sample retained 60% of its tensile properties, greater than 90% of its original flexibility and only had a 23% weight gain. The surface exhibited slight discoloration and surface imperfections. Both of the pure polyurea samples exhibited extreme swelling with 135% and 90% (VORAPEL-based) weight gain. The extent of surface deformation was so severe that mechanical testing could not be performed on the materials.
Diesel Resistance
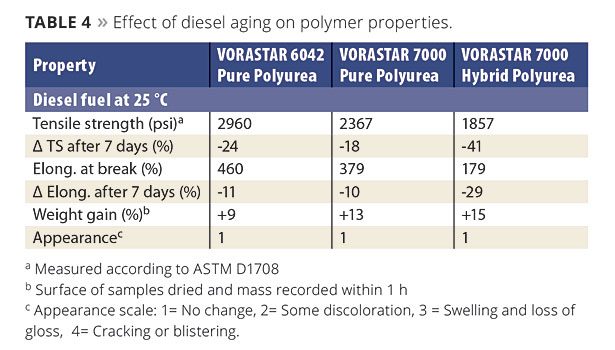
One potential drawback when developing hybrid coatings with resistance to a specific set of chemicals and solvents is that samples can become increasingly susceptible to other classes of chemicals. For example, hydrophobic polymers designed to resist aqueous media are generally vulnerable to attack from nonpolar media. To understand the ability of VORAPEL-based systems to withstand both aqueous and nonpolar media, we examined the effect of diesel fuel on the elastomers’ mechanical properties. As shown in Table 4, little difference is observed upon introducing VORAPEL polyol into the prepolymer formulation (VORASTAR 7000 pure polyurea) when compared to the pure polyurea formulation. The changes in tensile and elongation properties are similar, and only a small difference in the percent weight gain (9% vs. 13%) is observed. When higher levels of VORAPEL are introduced to the polymer (hybrid polyurea), the observed drop in mechanical properties and weight gain increases nearly two-fold compared to the pure polyurea samples comprising the polyetheramine resin as the curative. Surprisingly, all samples exhibit no change in terms of appearance upon immersion in diesel, and the hybrid polyurea material maintains excellent adhesion (Table 4).
Chemical Aging and Adhesion
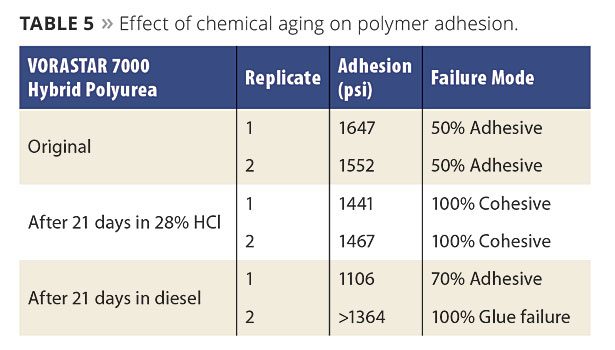
Polyurea coatings often can fail due to the coating delaminating from the substrate. Coating delamination can be the result of impact forces or chemical attack on the polymer. While excellent retention of mechanical properties and low weight gain are important features of a coating material, its ability to adhere to a surface and maintain good adhesion after chemical exposure are paramount. Based on its impressive performance in long-term immersion testing, the VORASTAR hybrid was subjected to further adhesion testing. The coating’s ability to maintain adhesion after full immersion in 28% HCl and diesel fuel was measured via pull adhesion. The data shown in Table 5 indicates the data for pull adhesion tests conducted on two different coating samples. After 21 days in 28% HCl excellent adhesion is observed with adhesion decreasing by only 100-150 psi. Notably these tests resulted in cohesive failure at the very surface of the material. This could indicate that any acid-induced damage is occurring only at the surface of the coating and therefore weakening this portion, with little effect at the substrate coating interface. The mechanical tests of coatings immersed in diesel (Table 4) indicated that the VORASTAR hybrid coating was slightly more vulnerable than the pure polyurea coatings. However, adhesion tests after 21 days indicated that these coatings maintain excellent adhesion even after exposure. Greater than 80% of the original adhesion was maintained for this sample.
Conclusions
In summary, spray polyurea coatings based on hydrophobic VORAPEL polyols provide end users excellent physical and mechanical properties typical for spray-applied polyureas, while exhibiting improved resistance to moisture and concentrated aqueous acids. Although modest improvement in performance is observed by incorporating VORAPEL polyols into only the isocyanate-terminated prepolymer, coatings with resistance to 28% HCL and 50% H2SO4 can be obtained by additionally incorporating VORAPEL polyols into the resin curative blend. VORASTAR 7000 hybrid polyurea coatings exhibit excellent adhesion to steel and adhesion retention after long-term immersion testing. Spray polyureas with this level of performance should find widespread use as tank and vessel liners, internal pipe coatings, and as coatings for concrete containment.
Acknowledgements
The authors would like to thank Yohannes Ghirmazion for his technical contributions to the work described in this paper. We would also like to offer special thanks to Rajat Duggal and James Facello for their helpful technical discussions.
References
1 Primeaux II, D.J. Spray Polyurea-Versatile High Performance Elastomer for the Polyurethane Industry Polyurethanes’ 1989, The SPI 32ND Annual Technical/Marketing Conference, pp. 126-130.
2 Lefebvre, M. Spray Polyurea System for Challenging Applications. Conference Proceedings (SSPC: The Society for Protective Coatings), 201, pp. 1-8.
3 Watkins et al. Hydrophobic Polyols for Improved Moisture Resistance in CASE Applications, Polyurethanes Technical Conference 2013.
This paper was presented at the 2014 Polyurethanes Technical Conference in Dallas, TX.
By Avery Watkins, Mikhail Gelfer, Elizabeth Nichols and Enrique Millan | The Dow Chemical Company, Freeport, TX
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!












