





Traditional medium-pressure mercury (Hg) lamps produce a wide spectrum of radiation, including significant emissions in the ultraviolet region, specifically UVC, UVB, UVA and UVV. This spectral breadth allows for the selection of photoinitiator(s) to optimize the cure of acrylate-based inks, coatings, adhesives, sealants and composites according to the type and intensity of the light source, as well as accounting for species within the formulation that block and/or absorb UV light (e.g., pigments and fillers).
These traditional Hg lamps yield 70-75% radiation in non-useful wavelengths, most notably high-energy infrared light that produces significant heat. The need to keep typical Hg lamps cool requires voluminous airflow, and, thus, additional energy. Such high airflow eliminates the practicality of using inert gas to improve surface cure. (Costly inert gas would be constantly exhausted along with cooling air.)
The science of producing a suitably high flux of intense UV photons with light-emitting diodes has made remarkable progress in the past 10 years. There are now many commercial applications for UV/LED technology, allowing for the wider use of heat-sensitive substrates and providing for more economical overall UV cure by eliminating huge air handling structure and cost. (When water cooling in high-output [>4 W/cm] systems is figured in, energy savings estimates are as high as 50% versus a typical Hg lamp system.1,2) Ancillary benefits include a compact, quieter process with “instant on/off” capability, and longer-lasting UV light sources (20,000 h vs. 2000 h). UV/LED curing benefits are summarized in Figure 1.
Like the larger UV-cure market, UV/LED curing has seen tremendous growth since its inception, growing 50+% per year since 2009, with the majority being in international markets.3
As power and efficiency of UV/LED devices have improved, they are being used in more processes, such as digital flatbed applications. In graphic arts, UV/LED systems are diverging into two segments: low-power, air-cooled systems and high-power, water-cooled systems. The low-power systems are typically fitted to inkjet scanning applications, and the high-power systems are slowly finding their way into traditional high-speed printing equipment.
However, in the flexographic printing industry, where a consistent output of high-power UV needs to be delivered cost-effectively, arc lamps remain the solution of choice due to UV/LED’s high total cost of ownership, limited ink choices and low production speeds.3 A key challenge in UV/LED curing is finding a cost-effective way of ensuring that all inks are fully and safely cured.
Inks employed today for UV/LED printing are extremely well-defined and tuned to the narrow band or wavelengths of light emitted by UV/LEDs. Improvement, either in (cost-effective) broadening output choices and power, or by tailoring photoinitiator efficiency to the most practical UV/LED outputs, could enable geometric growth in the adoption of this new curing technology.
In an effort to better define what state-of-the-art UV/LED lamps (specifically water-cooled Phoseon 8W/395 nm, Hönle 365/395 nm and Excelitas 9W/385-395 nm and 6W/365 nm) could do within the practical limits of conventional UV-curing formulations, two studies were undertaken by RAHN in 2009 and 2011.4,5 Building on the findings of those studies, two follow-up design of experiments studies were conducted in 2012 and 2013 to provide a more quantitative understanding of UV/LED cure for the purposes of making proper customer raw material recommendations. The following is a summary of critical findings from those studies.
Study: Baseline Properties and Simple Pigmented Systems
The first study was aimed at quantifying some of the basic characteristics of UV/LED cure versus curing with a “standard” medium-pressure Hg lamp. This work was done to better understand what differences would be encountered by end users seeking to move toward UV/LED from traditional lamps. As much of our customer base is focused on inks and coatings, significant focus on pigmented systems was included in this first study.
Part I: Baseline Examination of Clear Coatings Photoinitiator
Most photoinitiators have a primary absorbance range below the 365/395 nm peak LED lamp wavelengths. However, UV/LED lamps do not have a purely monochromatic spectrum, and most photoinitiators have broad absorption bands, which are often overlooked when only the maxima are considered. Several photoinitiators do absorb in areas of the spectrum around and above 365 and/or 395 nm. As an example, the extinction spectrum of BDMM is shown in Figure 2 from 200 nm to 500 nm.
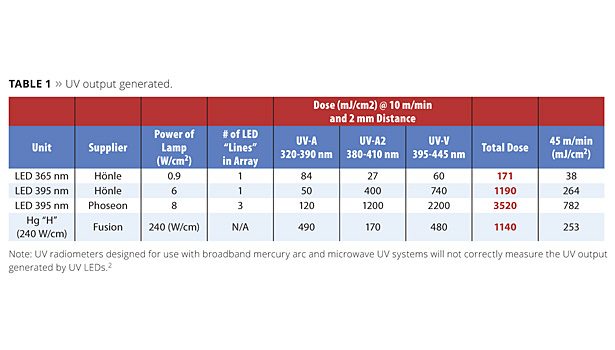
Figure 3 shows roughly how much light is available from 365 and 395 nm UV/LED lamps, respectively, versus a traditional mercury lamp with “H” bulb.2
Note that a 395 nm UV/LED lamp produces 10X the power/area (peak irradiance) than that produced by a 365 nm lamp. Also note that the 395 nm lamp provides much greater peak irradiance than the traditional Hg lamp, as well. Considering the band overlap potential, it should be possible to find one or more photoinitiators (or, more likely, a combination of photoinitiators) that can provide sufficient free radical flux to initiate an efficient polymerization, even in pigmented systems.
Based on an EIT “Power Puck II” radiometer calibrated to read UV/LED lamps, specific lamp output in this experiment corresponded to the data in Table 1.
Table 2 shows the photoinitiators selected for this experiment. Type I photoinitiators undergo cleavage upon irradiation to generate two free radicals in which only one is reactive and proceeds to initiate polymerization. Type II photoinitiators form an excited state upon irradiation but must abstract an atom or electron from a donor synergist, which then acts as the initiator for polymerization. Judging strictly from absorbance maxima, the best photoinitiator candidates are: Type I: BDMM, BAPO, TPO, TPO-L, LTM, PMP; Type 2: ITX, DETX, EHA, EMK and polymeric Type IIs.
To test this principle, a simple clear formulation (50% epoxy acrylate, 50% IBOA) was blended, and photoinitiators were added at percentage levels. Films (25 micron) were drawn down on Leneta card stock and passed under the lamp at 45 m/min. Reactivity was determined by ethanol double rubs after 45 m/min passes beneath 395 and 365 nm UV/LED lamps in series. It was determined that the “best” results were obtained by exposure of test films to long-wave 395 nm light first, followed by shorter-wave 365 nm UV light to facilitate surface cure.
Results
Overall reactivity of Type 1:
BDMM = TPO > BAPO > PMP > LTM
- TPO is as fast as BDMM, but has much lower yellowing;
- MBF alone yields very poor cure;
- No cure was obtained using DMHA or BDK alone;
- Type 2 photoinitiators and EMK (Ethyl Micheler’s Ketone) were not tested individually in this screen.
Note: Although MBF gave a poor result by itself, it does have excellent solvency for other PIs and possibly some synergy in cure response.
The Influence of Photoinitiator Concentration on Reactivity
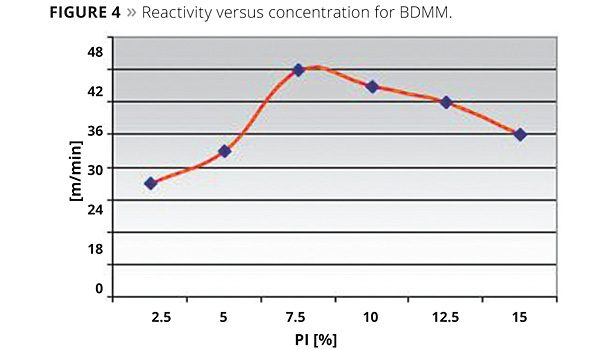
A concentration curve up to 15% photoinitiator was created for BDMM in the same clear formula and tested for cure as a function of line speed (dose).
Twenty or more solvent double rubs were chosen to be the cure threshold. The conclusion is that photoinitiator improves cure to a maximum; 5.0-7.5% is sufficient, and higher concentrations can actually inhibit cure (Figure 4). TPO was found to have less concentration sensitivity than other Type I photoinitiators.
Influence of Lamp Distance from Substrate
UV/LED lamps are described as non-focused systems, and tests were carried out to investigate lamp distance to substrate and its influence on “reactivity” (extrapolated from solvent rubs). A difference could be seen between 4 and 8 mm to the substrate, but a longer distance showed no further decrease in reactivity. The improved cure at 4 mm could possibly be attributed to higher temperatures at this distance, measured at 110 °C compared to 60 °C at 8 mm. A shorter distance could not be achieved because of “deflection” in the web belt (Figure 5).
Other parameters considered were the influence of film thickness/weight and stabilizer on reactivity. Coatings were tested between 6 and 80 micron thicknesses and demonstrated little difference in cure. One explanation might be that the high levels of photoinitiator required to achieve sufficient cure combined with the greater penetration of the 395 nm wavelength light overcomes surface cure inhibition common in traditional systems. Films below 6 microns in thickness exhibited poor surface cure. Up to 4% of “in-can stabilizers” were tested in the clear formula and found to have no influence on the cure speed.
Results and Recommendations: Clear Systems
Clearcoats can be cured with 5% TPO up to speeds of 45 m/min when film thickness is greater than 6 microns. Below this thickness, coatings exhibited severe cure inhibition from oxygen. BAPO suffers this problem to an even greater extent than TPO. BDMM and PMP are slightly better than TPO but their high yellowing after cure would normally rule them out as suitable photoinitiators for clearcoats. Likewise, EMK would be expected to yellow significantly.
The addition of Type II initiators could be considered to reduce oxygen inhibition, but, again, yellowing can be quite severe. Type II initiators show very little reaction at the LED wavelengths tested, and ITX contributes substantially to yellowing. Although not specifically tested in this study, low-film-weight opaque whites would likely suffer from insufficient cure without a boost from Type II photoinitiator, but yellowing with its inclusion.
Part II: Baseline Examination of Pigmented Systems
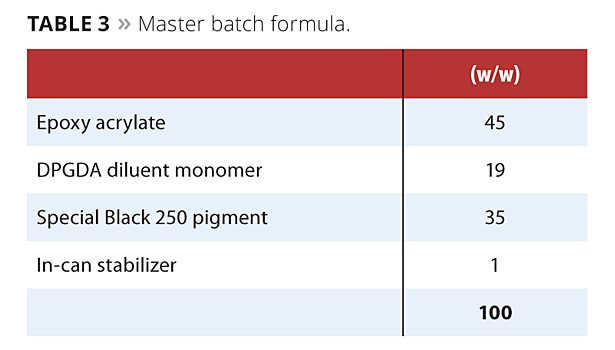
A master batch “black” was prepared to enable multiple photoinitiator mixes to be tested for cure response by the same method (Table 3).
The master batch formula was diluted with 60 pbw DPGDA and tested with several photoinitiator packages to achieve reasonable cure. The ink was applied by a “Little Joe” mechanical lab proofer to achieve average printing film weights. Cure speed was determined when equal solvent rubs were achieved in comparison to the pigmented system cured with the Fusion UV system (240 w/cm “H” bulb). The most efficient mixes are shown in Table 4.
Results and Recommendations: Pigmented Systems
In low-pigment test systems, Type II photoinitiators were used and relatively low film weights could be cured up to a speed of 45 m/min. However, with the level of pigment required to achieve commercial print densities, the amount of photoinitiator required was near 20%. The lower the pigmentation the lower the amount of photoinitiator required. (The typical pigment concentration of an inkjet formula would require in the range of 5% to 8% photoinitiator.)
Conclusions
UV/LEDs are well-suited to the curing of inkjet inks, typically high film thickness, low pigment and slow-curing systems. Screen inks and other similar low-pigmented, thick-film and slow-speed decorative systems could be cured adequately, similar to inkjet. Flexographic and lithographic inks that are thin films and highly pigmented require relatively slow running speeds.
References
1 Savastano, D. UV LED Curing Technologies are Poised for Growth, Ink World Magazine, November 2010.
2 Heathcote, J. UV LED Basics Part I – Operation and Measurement, Integration Technology White Paper, www.uvintegration.com, 15.03.2010.
3 Diamond, C. Thanks in part to a rise in eco-friendly manufacturing processes, UV curing technology has steadily grown in popularity”, Label & Narrow Web Magazine, September 2012.
4 RadLab AG, AWT1015_LED_Screening_Report, 30.01.2009.
5 RadLab AG, AWT1015_LED_Screening_Report, 30.08.2011.
Acknowledgements
Sean Des Roches, Eileen Jaranilla-Tran, RAHN USA Corp., USA
David Helsby, Terry Dale Reed, RadLab AG, Switzerland





