



Inorganic pigments play double-duty as fillers that provide a greater benefit than simple coloration of a formulation; they also impact physical properties of the film during application and throughout the product lifecycle. Pigments in coatings protect the resins and binders from electromagnetic or thermal degradation due to their reflectance of short-wave IR radiation, which also helps to keep the materials containing said pigments cooler.1
Why We Use Pigments
Before we can understand best practices for dispersing materials containing pigments, it is important to understand what a pigment is, and the chemical and physical reasons why we use pigments. Inorganic pigments are transition metal complexes,2 primarily oxides of crystalline or semi-crystalline repeating units of ceramic crystal lattice structure.
The d-orbital of the metal ions is responsible for a multitude of inorganic pigment properties, including color, reactivity, strength (as in Mohs hardness) and weatherability. Pigments are unique as fillers in that they are composed of transition metals surrounded by ligands (functional groups). The way in which the d-orbital of the metal ion interacts with the various ligands to which it is bonded also influences pigment properties; ligand substitution results in modified pigment characteristics.
As an interesting aside, the metal ion-ligand coordination complexes of pigments used in coatings function (that is to say, provide a visible output color) much like light-harvesting complexes in photosynthetic pigments. Drawing from the Stark-Einstein law, we will take this full circle. The law states that an absorbed photon will initiate a primary chemical or physical reaction within the system.3 For coating pigments, this means that the d-orbital of the transition metal experiences excitation; the degree to which this excitation increases the energy gap dictates corresponding perceived color of the material. For example, the transition metal Vanadium can form complexes of four different ionization states (i.e., V2+, V3+, V4+, V5+), which offer pigments of different hues from purple (V2+) to yellow (V5+).4
Jochen Winkler stated in Dispersing Pigments and Fillers,“Pigment agglomerates are held together by London-Van der Waals interactions. … at least a tenfold amount of energy is needed to disrupt chemical rather than physical bonds.”5
That is to say, to reduce agglomerates to aggregates requires one-tenth the energy of reducing aggregates to primary particles; aggregates are chemically bound. Surfactants physically bond to aggregates/primary particles and prevent the reformation of pigment agglomerates by disruption of the London-Van der Waal forces. It must be noted that the geometry of the particles plays a role in the extent to which these forces are felt over a specific distance. Surface defects and aspect ratios other than one result in an increased surface area-to-volume ratio, which entails a greater Van der Waal force of attraction than simple spheres; the probability of the geometry leading to mechanical interlocking is also increased.
Understanding Dispersion
Dispersion is a physical process that tends to increase the entropy of a system. A poorly stabilized dispersion will tend to flocculate; a state that decreases the potential number of conformations of the system (i.e., reduced entropy or randomness). This is largely due to the randomized Brownian motion of the dispersed particles, which are attracted (i.e., tend to agglomerate) via short-range London-Van der Waal forces.
For adequate dispersion it is essential that the surface tension of the liquid(s) be less than the surface free energy of the pigment (and other solids, such as fillers). If a specific solvent, resin or other liquid is to be used with a solid that it does not have an affinity for -in the sense of it being difficult to incorporate and wet out -surfactants are utilized to mitigate de-wetting and prevent floccules from forming.
A key requirement for dispersing pigments (or any solids, for that matter) is that the solid has a higher surface tension than the liquid it is being introduced into. For solids that have prohibitively low surface tensions, additives can be added that lower the surface tension of the liquid components, thereby allowing for improved wetting characteristics. This phenomena is dictated by the Young equation:6
γs = γsl + γl * cosθ
Where:
γs = free surface energy of the solid
γsl = interfacial energy between the solid and
liquid phase
γl =surface tension of the liquid phase
θ = contact angle between the solid and liquid phase
The smaller θ, the more readily the pigment will wet. This assumes a system of solid-binder organization; more often than not there are additional liquids or dissolvable solids in the system to assist with dispersion and prevent flocculation. When this is the case, the governing equations are not so simple, due to the additional interactions created by these materials at the pigment-matrix interface - in other words, the boundary surface (Figure 1). To determine the actual properties of the dispersion, two interfaces must now be considered: the solid-sorbed (pigment-boundary surface) and boundary surface-matrix (sol gel-liquid) interactions.
These inter-molecular forces can be overcome with the addition of surface-active additives, which can operate via charge stabilization to electrostatically prevent flocculation, or via steric (entropic) stabilization, which physically hinders pigment movement and prevents re-agglomeration.
Sufficient work (energy) must be done (applied) to the system to ensure that (1) the pigment powder is fully wetted with solvent/resin, (2) agglomerates are reduced to aggregates and primary particles, and (3) the surfactant is incorporated and homogenized such that the system reaches an energetically stable equilibrium that is deleterious to flocculation or settling.5
Dry pigment powders can be modified via surface coatings to provide specific traits to the end product, or to improve upon the ease of manufacturing coatings containing them. As an example, titanium dioxide can be coated with polysiloxanes (commonly, silicone oils) to modify the compressive strength and compressibility of the pigment.5
For the purpose of dispersing pigments, the Hamaker constant of the selected surface treatment should be optimized to the complete formulation. A low Hamaker constant surface treatment will yield a dispersion with low agglomerate strength. However, when not under agitation and allowed to sit for an extended period of time, it will tend to flocculate dramatically (simple agitation will re-suspend the particles). A higher Hamaker constant surface treatment will lend “favorable colloid-chemical properties,” but must be utilized at higher loadings, to ensure “good dispersibility.”5
Today’s modern pigments for the coating manufacturer are available in specific particle size and tightness ranges; reduction of particle size (i.e., severing chemical bonds) is not the main goal of pigment dispersion, but rather deagglomeration of pigment particles loosely bound by residual moisture remnant from the original particle size reduction.
When formulating pigmented coatings, pigments are purchased pre-milled in a dry, cake-like form. The pigment manufacturer reduces the size of the pigment particles by milling them for many hours or days on a 3-roll mill or similar machinery. The pigment is then dried to remove the majority of the moisture; some solvent remains entrapped between the agglomerates, due to capillary forces and wetting phenomena, causing the pigment to “cake” together. When the pigment is added to the coating formulation, or a solvent pre-dispersion, the dry “cake” is quickly broken apart into coarse grains due to the high shear created by the disperser. What remains are agglomerates - which can be further broken up with a reasonable energy input - and aggregates, which would require at least a tenfold energy input to further reduce to primary particle size.
To reduce the energy, time and labor cost associated with pigment attrition, the particles should be completely wetted (Figure 2).
Choosing the Right Equipment
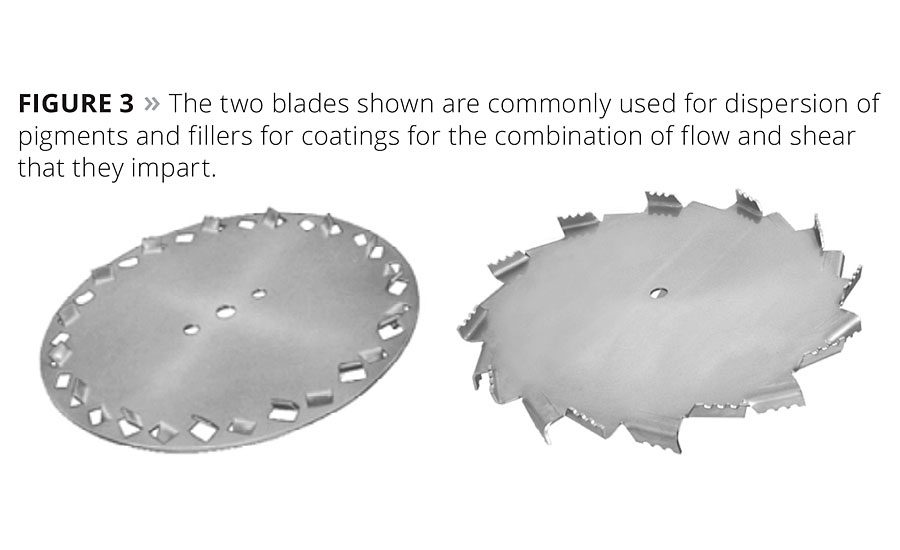
Selecting the right equipment will positively impact the quality of the mixed product; blade selection is key for proper dispersion. For a highly pigmented, low- to mid-viscous product, a dispersion blade with large, higher-vane teeth will provide a good balance of high shear and high flow (Figure 3). This creates a flow regime in which agglomerates are impacted at high speed by the blade, created by the high speed and torque of the rotating shaft. The particles also impact one another at a velocity sufficient to break up agglomerates and reduce the pigment to its milled particle size or smaller.
Shearing the pigment particles is essential to the reduction of aggregates, while high flow ensures that the batch is turned over rapidly, allowing for a narrow distribution of particle size. If the through-flow is insufficient, the pigment in the vicinity of the blade is ground while the pigment around the sidewall and corner of the tank bottom remains unground. A dual-shaft disperser with independently driven shafts provides excellent batch turnover and high shear. When the dual shafts are rotating in the same direction, they can be considered to be running opposite in direction where the high-shear blades overlap (Figure 4). In other words, the dispersion blades are shearing the material in an opposing parallel motion, effectively doubling the shear rate and providing a higher feet per minute (FPM) tip speed. Figure 5 shows a dual-shaft twin motor disperser with four overlapping high-shear dispersion blades.
Conclusion
Consideration of not only a formulation, but also of the multitude of interactions between components is important when determining the proper dispersion equipment for the task. Examination of chemical and physical properties of constituents, and potential reaction by-products can result in customized equipment specialized to an exact process.
References
1 http://www.pcimag.com/articles/86037-complex-inorganic-color-pigments-durable-pigments-for-demanding-applications
2 http://chemwiki.ucdavis.edu/Inorganic_Chemistry/Coordination_Chemistry/Ligands
3 http://www.britannica.com/science/photochemical-equivalence-law
4 http://www.compoundchem.com/2014/03/05/colours-of-transition-metal-ions-in-aqueous-solution/
5 Winkler, J. Dispersing Pigments and Fillers. Hannover: Vincentz Network, 2012. Print.
6 T. S. Chow. Wetting of rough surfaces. Journal of Physics: Condensed Matter, (1998) 10 (27): L445.






